-
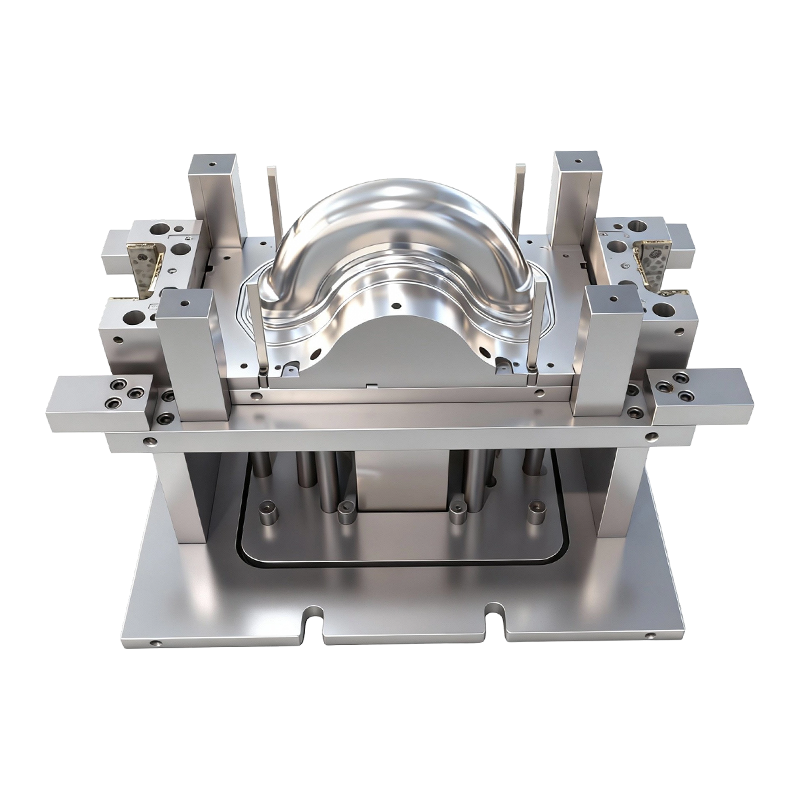
電動二輪車前後輪用深絞り金型
この電動二輪車前輪・後輪用深絞り金型は、電動二輪車の金属製前輪・後輪を製造するための専用工具で...
-
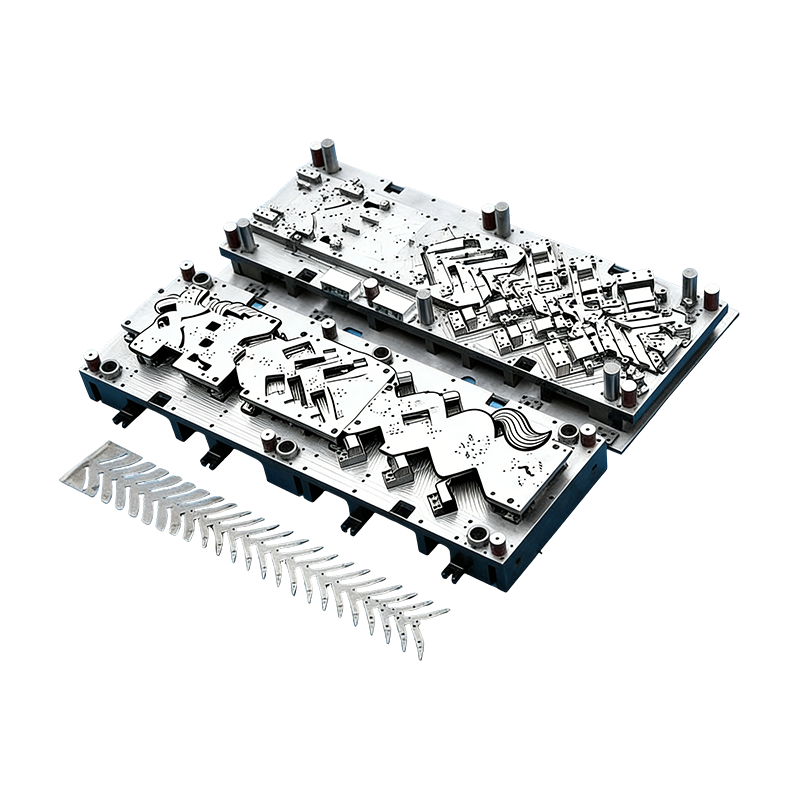
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
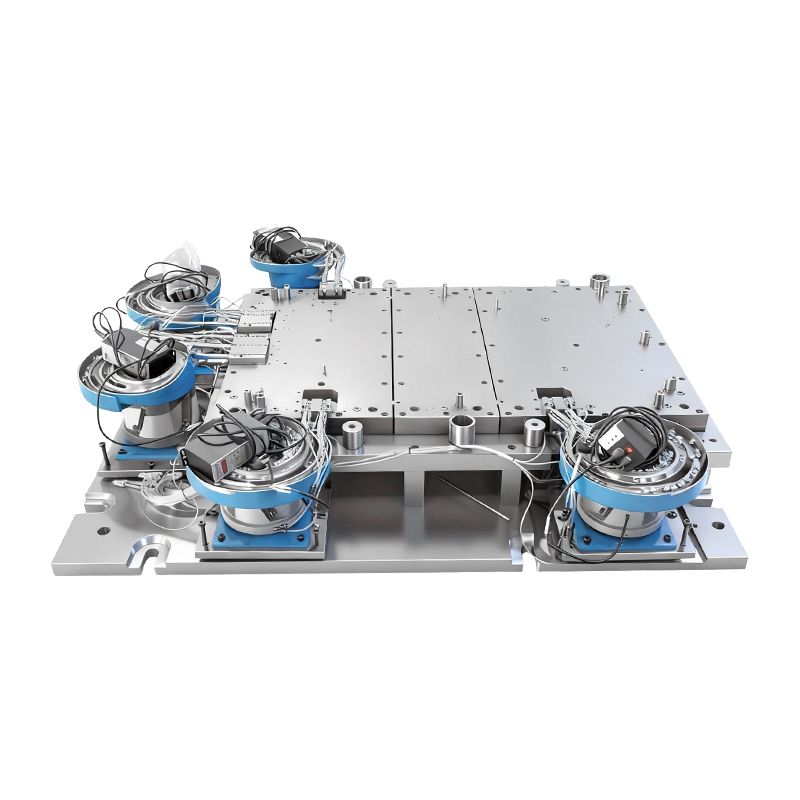
大型コンピュータマシンベース用自動リベット金型
この大型コンピューターマシンベース用の自動リベット金型は、ロボットアームとシームレスに統合され...
-
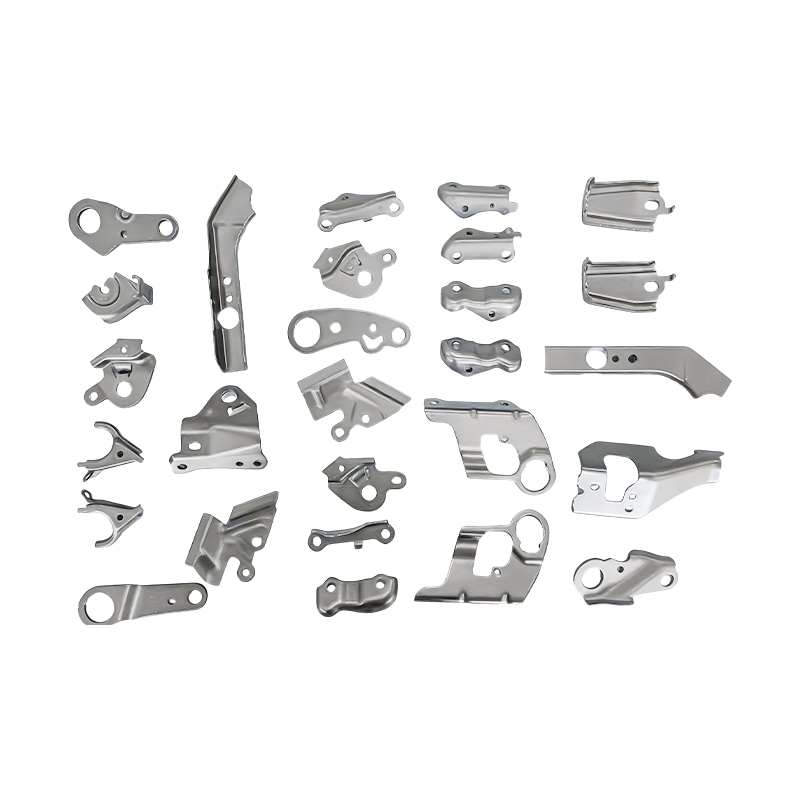
小型自動車部品順送金型プレス部品
当社の小型自動車部品順送金型プレス部品は、自動車補助システム向けに調整された精密設計コンポーネ...
深絞り金型の設計: パンチ、ダイ、クリアランスおよび多段階減速ガイド
2026-05-20
平らなブランクとして金型に入り、継ぎ目のない中空のコンポーネントとして出てくる板金。その変化は金型がどの程度適切に設計されているかに完全に依存します。深絞りダイの設計は単一の決定ではなく、エンジニアリング上の選択の連鎖であり、そのそれぞれが成形を成功させるためのウィンドウを開閉します。パンチ半径の指定が不十分だったり、ブランクホルダーのサイズが小さかったり、クリアランスの計算が間違っていたりすると、ウィンドウが完全に崩壊し、ひび割れやシワのあるスクラップが大量に発生する可能性があります。以下のセクションでは、すべての主要な設計変数を説明し、それぞれが何を制御するかを説明します。
深絞り金型設計が実際に制御するもの
深絞りツール セットには、パンチ、ダイ、ブランク ホルダーという 3 つの主要な部材があります。パンチは平らなブランクを金型キャビティに押し込みます。ダイは、完成品の外側の形状を定義します。ブランク ホルダーはブランクのフランジを押して、ストローク中にキャビティに送り込まれる材料の量を調整します。
各メンバーは他のメンバーとの関連性を考慮して設計する必要があります。パンチの直径により、絞り加工されたカップの内径が決まります。加工クリアランスの分だけダイ径が大きくなります。ブランク ホルダーは 2 つの間に位置し、ストローク全体を通じてフランジへの接触圧力を維持します。これら 3 つのコンポーネント間の関係が正しい場合、金属はフランジにしわが寄ったり、パンチノーズで破損したりすることなく、内側と下に向かって流れます。何らかの関係が間違っていると、これら 2 つの故障モードのいずれかが直ちに現れます。
大量生産の場合、 自動車グレードの深絞りダイセット さらに、より長い工具寿命、部品間の厳密な一貫性、自動搬送システムとの互換性などの要件が追加されます。これらの要件により、以下に説明するあらゆる設計上の決定の重要性が高まります。
パンチアンドダイの形状: 部品形状の由来
パンチノーズ半径とダイ入口半径は、深絞りダイの設計において最も重要な 2 つの幾何学的パラメータです。どちらも、金属が平らなブランクから絞り加工された壁に移行するときにどのように曲がるかを制御します。
パンチノーズ半径 通常、標準鋼の材料厚さの 4 ~ 8 倍に設定されます。半径が小さすぎると、曲げ部分に引張応力が集中し、薄化が促進され、最終的には破損が発生します。半径が大きすぎると、金属がダイの壁に捕捉される前に座屈し、壁にしわが生じます。
金型挿入半径 ダイのコーナー半径とも呼ばれるこの値は、ブランクがダイのエッジ上に描画されるときにブランクが受ける抵抗を決定します。よく研磨され、適切なサイズのダイ半径により摩擦が軽減され、材料がキャビティにスムーズに流れ込むことができます。標準的な方法では、この半径は、延伸比と材料の延性に応じて、材料の厚さの 4 ~ 10 倍に設定されます。半径が小さすぎると、裂ける危険性が高まります。薄い素材の大きな半径は、サポートされていないスパンを作成し、しわに曲がります。
正方形または長方形の断面を持つ部品の場合、角の半径には個別の注意が必要です。コーナーは成形中に圧縮応力が集中し、コーナーの半径が十分であるため (通常、同等の円形部品よりも大きい)、コーナーにしわが寄ることなく 1 回の操作でより深く絞り込むことができます。
パンチとダイ間の作動隙間
クリアランスは、パンチとダイの壁の間の半径方向の隙間です。絞り加工中、金属はこの隙間を通過する必要があり、通常、金属は内側に流れるにつれてわずかに厚くなります。クリアランスは、摩擦が破壊的なレベルにまで上昇するほど金属を締め付けることなく、また金属が壁のしわに横方向に座屈するほど多くのスペースを残さずに、その厚みに対応する必要があります。
ほとんどの低炭素鋼では、片側あたり材料の厚さの 1.07 ~ 1.15 倍の作業クリアランスが許容される開始範囲です。より硬いまたは厚い材料では、この範囲の上限にクリアランスが必要になる場合があります。材料が薄くなり、壁厚の公差が厳しくなったことで、設計が下限に向かって押し上げられています。順送金型システム マルチステーション自動車用順送深絞り金型 連続する各ステーションに同じロジックを適用します。通常、カップの直径が小さくなり、壁の均一性がより重要になるにつれてクリアランスが狭くなります。
材料の選択と金型設計への影響
金型設計者は部品の材料を選択できませんが、材料特性によってどの設計パラメータが実現可能かが決まります。板金の 2 つの特性は、ひずみ硬化指数 (n 値) と塑性ひずみ比 (r 値、ランクフォード係数とも呼ばれます) の 2 つが特に関係します。
n 値が高いということは、材料が伸びるにつれて急速に硬化し、ブランク全体に変形がより均一に分散されることを意味します。これにより、破断前に、より積極的な延伸比が可能になります。高い r 値は、材料が厚さ方向の薄化に抵抗し、シートの平面内で優先的に流れることを意味します。これはまさに深絞り加工に必要なものです。高い r 値を持つ材料は、パンチノーズ破断限界に達する前に、より大きな深さ対直径比まで絞り加工できます。
実際的には、r 値が 1.8 を超える非侵入型 (IF) 鋼は、r 値が 1.0 に近い従来の低炭素鋼よりも、より深い単絞り深さとより大きなブランク対パンチ直径比を備えた金型設計を可能にします。一般に、アルミニウム合金の r 値は 1.0 未満です。これは、アルミニウムの金型設計では、同じカップ深さを達成するために、多段階絞り絞りとより慎重なブランク ホルダー制御にさらに依存する必要があることを意味します。設計時にも同じ原則が適用されます 自動車用精密プレス部品 厳しい寸法公差が材料のばらつきの課題を複雑にする場合。
多段ドロー削減:1回の操作では不十分な場合
完成品の必要な深さ対直径の比が、1 回の絞りで安全に達成できる値を超える場合 (通常、ほとんどの鋼の絞り比は 2.0 ~ 2.2 を超えます)、設計には複数の絞り段階を組み込む必要があります。各段階ではカップの直径が減少する一方で高さが増加し、各段階には独自のパンチ、ダイ、およびブランク ホルダーがあります。
最初の絞りでは、材料が許容する最大絞り比まで平らなブランクを絞ります。その後の再絞りは、すでに形成されたカップに対して行われ、フランジの金属はすでに部分的に加工硬化されており、深刻なシワのリスクが少ないため、各段階で 1.2 ~ 1.4 の絞り比を達成できます。急速に加工硬化する材料の場合、次の縮小前に延性を回復するために、段階間の焼きなましが必要になる場合があります。
| ドローステージ | 一般的な最大描画率 | 注意事項 |
|---|---|---|
| 最初の引き分け | 1.8~2.2 | r値とブランクの厚さに依存します |
| 2回目の抽選(再抽選) | 1.2 – 1.4 | 事前の加工硬化によるリスクの低減 |
| 3回目の引き分け以降 | 1.1 – 1.3 | 段階の間にアニールが必要になる場合があります |
多段階設計では工具コストとプレス時間が追加されますが、多くの場合、これが必要な部品形状を実現する唯一の方法です。単一段階アプローチと多段階アプローチの経済比較は、生産量と密接に関係しています。この要因については、次の記事で詳しく説明されています。 金属プレス部品と深絞り部品のコストの違い .

描画ビーズとバインダー圧力: マテリアル フローの微調整
ドロー ビードは、バインダー (ブランク ホルダー) の表面に機械加工された隆起した突起です。描画ストローク中にブランクがその上を滑ると、曲げ変形や曲げられない変形が生じ、材料の流れにさらなる抵抗が生じます。ブランクの周囲のドロービードの高さ、幅、位置を変えることで、金型設計者は各点で金型キャビティに入る材料の量を制御でき、流れの方向を破れやすい領域から、しわが寄る可能性のある領域に向けることができます。
ドロービードの位置決めは、ブランク周囲の異なるセクションで非常に異なる流動抵抗が必要となる、自動車のボディパネルなどの非軸対称部品の場合に特に重要です。 深絞りで囲まれた大きな平らな領域を持つ部品 多くの場合、バインダーの下で平らな部分の表面の歪みを防ぐためにドロービーズが必要になります。
バインダー圧力がドロービードのデザインを補完します。結合剤は、フランジが座屈してしわができるのを防ぐのに十分な力を加える必要がありますが、キャビティへの材料の流れを妨げるほどの力をかける必要はありません。カップ壁の引張応力が破損点まで増加することになります。したがって、正しいバインダー圧力は、その境界が下側のしわ限界と上側の破壊限界によって定義されるプロセス ウィンドウ内にあります。このシリーズの次の記事では、描画率とブランク ホルダーの力がどのように相互作用してそのウィンドウを定義および制御するかについて説明します。
潤滑と金型表面仕上げ
ダイの入口半径とブランクホルダーの境界面での摩擦は、カップ壁にかかる引張応力に直接影響します。摩擦が大きいほど壁応力が大きくなり、プロセスが破壊限界に近づきます。効果的な潤滑によりストレスが軽減され、プロセスウィンドウが広がります。
金型の表面仕上げは潤滑と相互作用します。表面粗さが Ra 0.4 μm 未満の研磨されたダイ半径により、潤滑剤が一貫した膜を形成し、摩擦の変動が低減されます。粗い表面や傷のある表面では潤滑剤が不均一に捕捉され、局所的な応力集中が生じ、予想よりも低い壁応力で破壊が始まる可能性があります。
潤滑剤の選択は、描画される材料によって異なります。低炭素鋼は、軽い引抜油から重い EP (極圧) コンパウンドまで、幅広い潤滑剤に耐えます。反応性化合物はかじりや表面の傷を引き起こす可能性があるため、アルミニウム合金には金属表面と反応しない潤滑剤が必要です。急速に加工硬化するステンレス鋼は、絞り加工中に発生する高い界面圧力を管理するために塩素系潤滑剤を必要とすることがよくあります。
工具鋼の選択と金型の耐久性
深絞り加工における金型の寿命は、金型の入口半径での摩耗と結合剤表面の摩耗によって制限されます。両方のメカニズムは、バインダー圧力が高い場合、潤滑剤膜が破壊される場合、またはブランク材料に研磨剤含有物が含まれる場合に加速します。
中量生産向けの標準的な金型材料には、D2 工具鋼 (硬化後約 60 ~ 62 HRC) および DC53 が含まれます。DC53 は、同様の硬度で優れた靭性を提供します。自動車の大量生産では、摩耗率が最も高い金型の入口半径にタングステンカーバイドインサートが必要になることがよくあります。表面コーティング - 窒化チタン (TiN)、炭窒化チタン (TiCN)、またはダイヤモンドライク カーボン (DLC) - は、工具とブランクの界面での摩擦係数を低減することにより、耐用年数をさらに延長します。
のために 高精度プレスダイセット 自動車またはEVコンポーネントの公差を対象とする場合、工具鋼の選択と熱処理の仕様は、上記の幾何学的設計パラメータと同じくらい重要です。不適切に熱処理された鋼から機械加工された寸法的に完璧な金型は、設計寿命よりずっと前に故障してしまいます。
鉄鋼前のシミュレーション: 金型設計における有限要素解析
最新の深絞り金型設計は、金属を切断する前に成形結果を予測するために有限要素解析 (FEA) に大きく依存しています。 FEA シミュレーションでは、ブランクを変形可能要素のメッシュとしてモデル化し、パンチ ストロークを段階的に適用し、ストローク全体を通じてブランク内のすべての点での応力、ひずみ、および厚さの分布を計算します。
適切にキャリブレーションされたシミュレーションの出力には、成形限界線図 (FLD) オーバーレイが含まれており、ブランクの領域が破断またはしわの境界に近づいているかどうかを示します。シミュレーションで故障が予測された場合、設計者はパンチ半径、ダイ半径、バインダー圧力、ドロービード形状、またはブランク形状を調整でき、スチールではなくソフトウェアで反復処理を行うことができます。このプロセスにより、トライアウト時間が大幅に短縮され、金型が許容可能な部品を製造する前に必要な物理的なツールの修正の回数が減少します。
シミュレーションの品質は、正確な材料カード データ、特に生産で使用される特定の材料コイルの降伏曲面の説明、r 値、n 値、流動応力曲線に依存します。一般的な材料データは、もっともらしいが信頼性の低い予測を生成します。引張試験と FLD 試験からの材料固有のデータは、プレスの動作に直接変換される予測を生成します。
要約: 最も重要な設計変数
深絞りダイの設計は少数の変数に依存し、それぞれの変数は他の変数に依存する範囲内で設定する必要があります。パンチとダイの半径によって、移行部の曲げの度合いが決まります。作動クリアランスは、破壊的な摩擦を発生させることなく、金属の厚みの増加に対応します。絞り比は、1 段階での変形の上限を設定します。バインダー圧力とドロービーズにより、ブランク周囲の材料の流れが制御されます。潤滑剤と表面仕上げによって、許容されるバインダー圧力が実際にブランクにどの程度到達するかが決まります。工具鋼とコーティングの選択により、金型が慎重に確立された条件をどれだけ長く維持できるかが決まります。
単一の変数を単独で最適化することはできません。ダイの入口半径を変更すると、最適なバインダー圧力が変化します。材料グレードが変わると、実現可能な延伸倍率も変わります。この相互依存性が、深絞りダイの設計に体系的なアプローチを必要とする理由であり、シミュレーションからトライアウトまで正しく行うことで、優れた部品を製造できる理由でもあります。 ホイールおよびシャーシ用途の厳しい構造および寸法要件を満たします 何百万もの生産サイクルにわたって一貫して。
前の投稿
自動車シートプレス部品: 高精度の製造、耐荷重、材料の選択
次の投稿
カーシートスタンピング部品: 品質と適合ガイド
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
