-
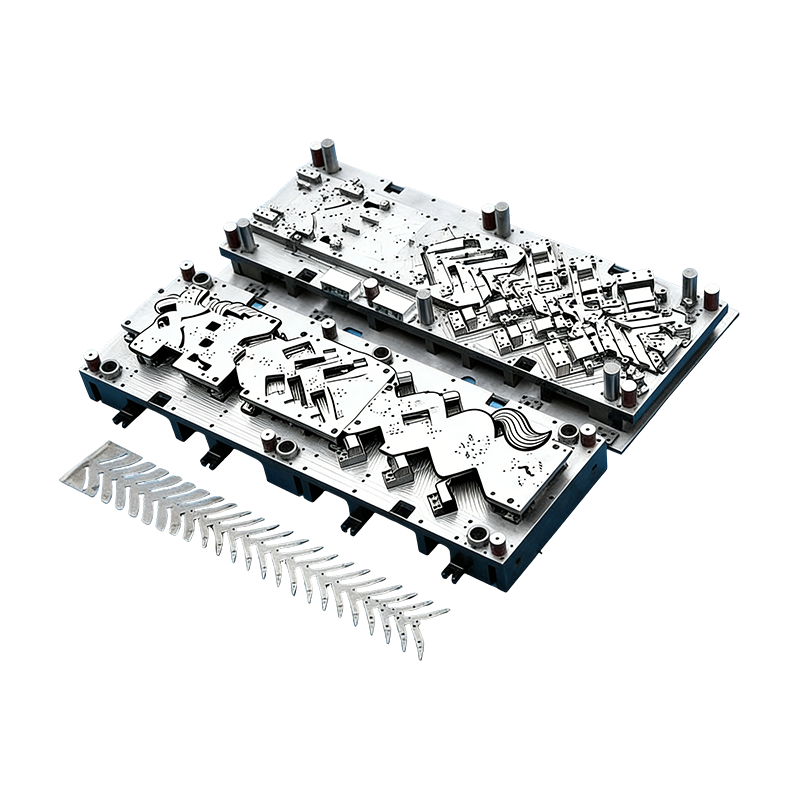
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
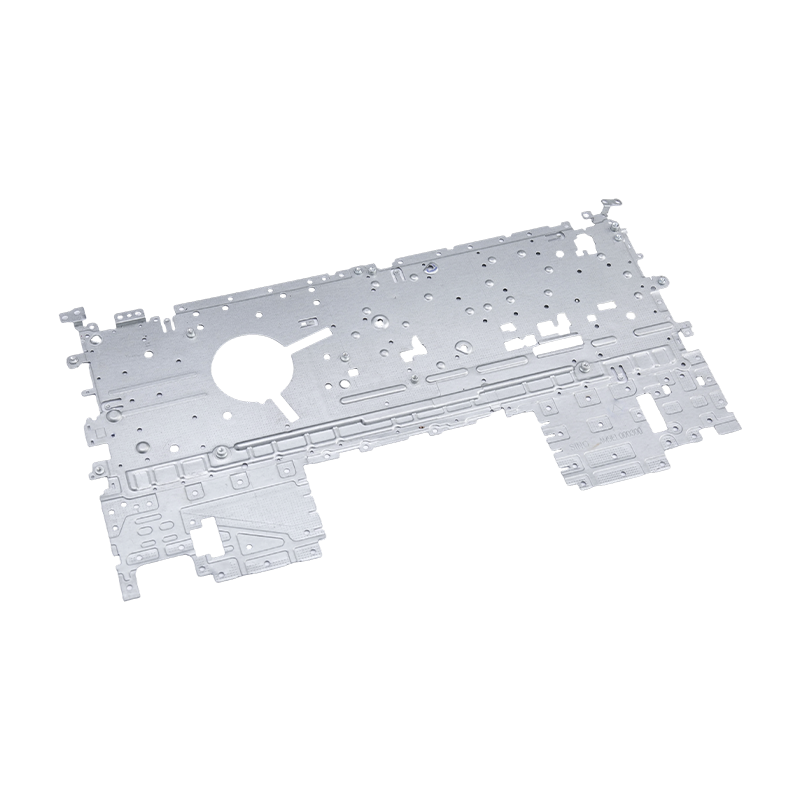
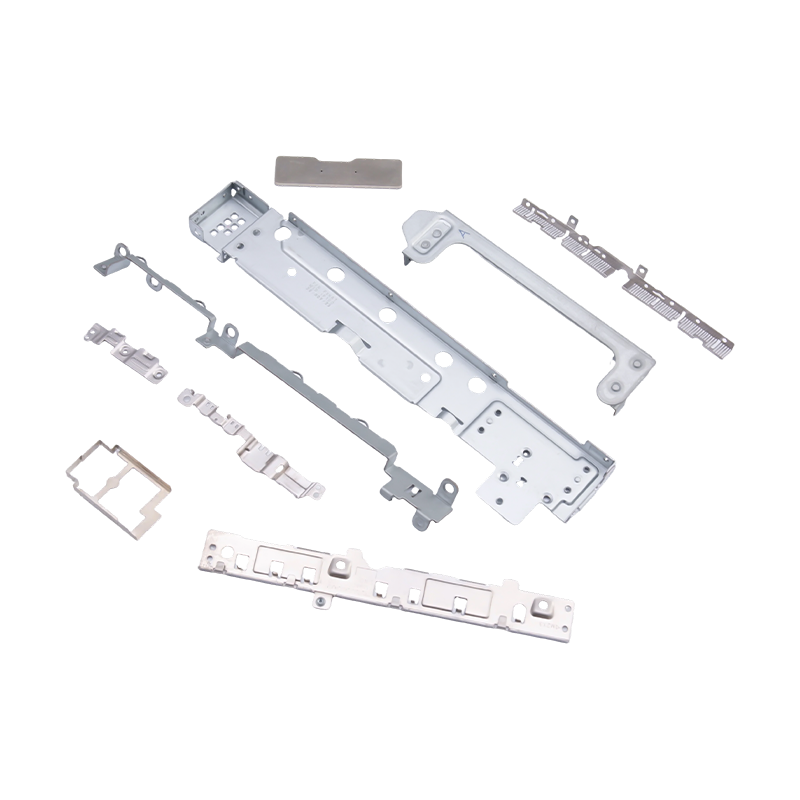
ノートパソコンのプレス部品
当社のラップトップ スタンピング部品は、ラップトップのシャーシ、ブラケット、内部構造アセンブリ...
-
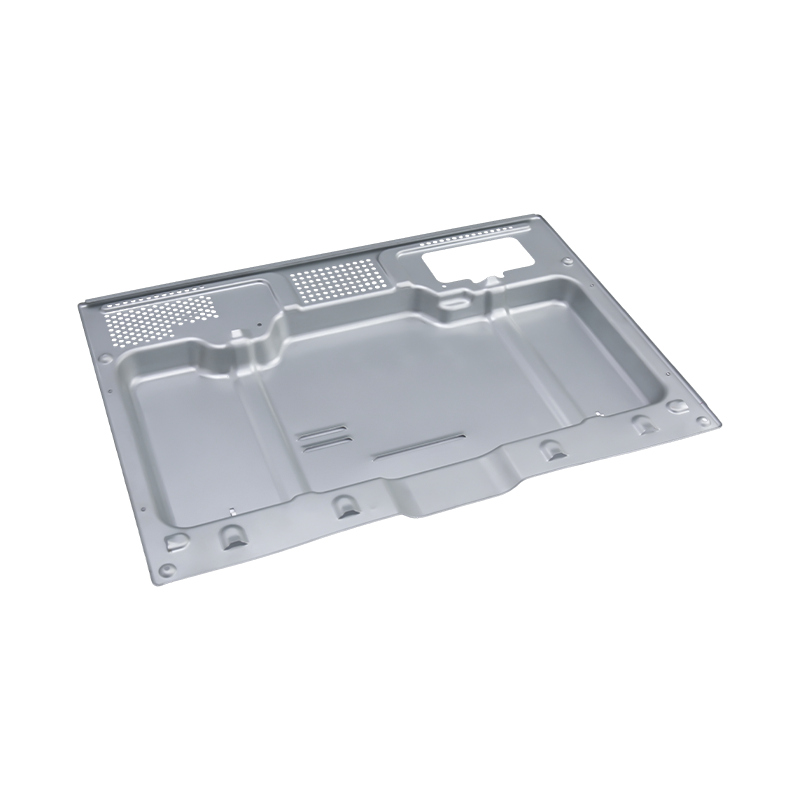
ハイエンドオーブンスタンピング部品
当社のハイエンド オーブン スタンピング部品は、高級家庭用および業務用オーブン向けに精密に製造...
-
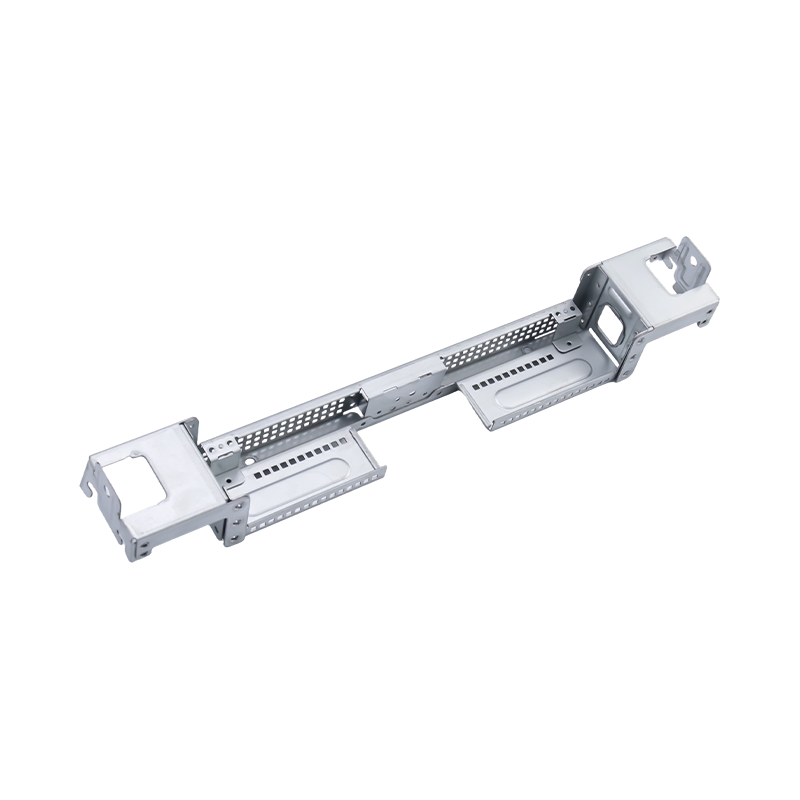
ハイエンド大型コンピュータプレス部品
当社のハイエンド大型コンピュータ スタンピング部品は、サーバー シャーシ、メインフレーム フレ...
-
ノートパソコンや携帯電話用の小型プレス部品
現代のポータブル電子機器に不可欠な内部コンポーネントとして、ラップトップや携帯電話用の小さなプ...
-
カーシートプレス部品
カーシートプレス部品は、自動車のシート骨格に合わせて高精度なプレス加工により製造される芯金部品...
コスト比較: 2026 年の金属プレス部品 VS 金属絞り部品製品
2026-02-25
これら 2 つのプロセスのコスト比較が誤解を招きやすい理由
メーカーが金属プレス部品を金属絞り部品製品と比較して評価するとき、ほとんどの場合、会話は単価から始まります。そして、ほとんどのコスト比較が間違いになるのはまさにそこです。サプライヤーの見積書に表示されるピースあたりの価格は、工具の償却、材料使用率、二次加工、品質への影響、リードタイムへの影響を含む多層コスト構造の 1 層のみを反映しています。 1 個あたり 0.45 ドルの金属スタンピング部品の場合、償却に 90 万単位かかる順送金型工具の価格が 85,000 ドルかかる可能性があります。一方、1 個あたり 0.78 ドルの金属絞り部品製品は、描画された形状にスタンピングでは 1 回の操作では生成できない機能が組み込まれているため、二次加工が不要で、組み立てステップもゼロになる可能性があります。 2026 年にこれら 2 つのプロセスを正確に評価するには、品目の単価を個別に比較するのではなく、総所有コスト モデルを構築する必要があります。
この比較も 2026 年にはさらに複雑になっています。これは、材料価格の変動、特に冷間圧延鋼材、ステンレス、アルミニウムの価格変動により、2 ~ 3 年前には存在しなかった方法で 2 つのプロセスの相対的な経済性が変化したためです。深絞り加工は材料集約型のプロセスであり、ブランク サイズが完成品の設置面積よりも大幅に大きくなります。つまり、原材料コストの変動が、プレス加工された平らなブランクよりも部品ごとに大きな影響を与えるのが絞り加工品です。現在のコスト環境において各プロセスがどのような位置にあるかを理解するには、全体的な比較を総合する前に、各コスト要因を個別に調査する必要があります。
工具投資: 初期費用と償却率
工具コストは、経済性を分ける最大の単一変数です。 金属プレス部品 から 金属絞り部品製品 低から中程度の生産量で。適度に複雑なブラケットまたは端子用の順送スタンピング金型 (たとえば、2 つのピアッシング操作と 1 つの成形操作を備えた 6 ~ 8 ステーション) には、金型のサイズ、鋼材の選択、および必要な公差に応じて、通常 40,000 ドルから 120,000 ドルの範囲の投資が必要です。同程度の材料厚さのシェルコンポーネント用の深絞りダイセットには、絞りダイ、ブランクホルダー、複数の絞りパスが必要な場合の再絞りダイ、トリミングダイ、多くの場合フランジ加工やしごき加工のダイが含まれます。これらの完全なツールファミリーは、中程度の複雑さの部品の場合、一般に合計 60,000 ドルから 200,000 ドルかかります。
償却計算は完全に年間取引高に依存します。 3 つの異なるボリューム層で実行されている仮想のパーツについて、次の比較を考えてみましょう。
| 年間取引量 | スタンピング ツールのコスト/ユニット (5 年間の耐用年数) | 図面ツールのコスト/ユニット (5 年間の耐用年数) | 工具コストの利点 |
| 50,000 ユニット/年 | $0.32 | $0.52 | スタンピング $0.20/個 |
| 250,000 ユニット/年 | $0.064 | $0.104 | スタンピング $0.04/個 |
| 1,000,000 ユニット/年 | $0.016 | $0.026 | スタンピング $0.01/個 |
金属プレス部品の金属絞り部品製品に対する金型コストの利点は、量が増加するにつれて急速に縮小します。これは、非常に大量の生産では、どちらのプロセスでもユニットあたりの金型コストが無視できるようになるためです。絶対的な金額の差は、生産量が少ない場合に最も重要になります。つまり、多くのメーカーが工具への投資を決定するのはまさにこの点です。つまり、工具のコスト比較は、最も慎重に精査されたときに最も実際的な重要性を持ちます。
材料費と利用効率
完成部品あたりの材料費は、金属絞り部品製品が幾何学的に同等のコンポーネントの金属プレス部品と比較して常に不利な点を示しています。深絞り加工では、完成部品の直径よりも大幅に大きいブランク直径が必要です。絞り比 (ブランク直径をパンチ直径で割ったもの) は、通常、1 回の絞り加工で 1.8 ~ 2.2 の範囲にあります。これは、完成部品に現れる金属よりも 50% ~ 60% 多い金属がプロセスに入るということです。その材料の一部はスクラップになるのではなく、絞り加工されたシェルの壁の厚さに再配分されますが、絞り加工後に除去されたトリミング代はスクラップになります。直径 100 mm、深さ 60 mm の引き抜きステンレス鋼ハウジングの場合、ブランクの直径は 230 mm になる可能性があり、原材料コストを大幅に割引してスクラップ回収を通じてクレジットバックする必要がある、かなりの材料含有量を含むスクラップ リングが生成されます。
対照的に、金属スタンピング部品は、良好な形状の部品については 70 ~ 85% のストリップ レイアウト利用率を達成できます。つまり、受け取ったコイル重量の 70 ~ 85% が完成部品として完成します。残りの 15 ~ 30% はスクラップスケルトンとなり、通常、原材料の購入価格の 15 ~ 25% であるキログラムあたりの割合でリサイクルされます。 2026 年、冷間圧延鋼の価格は 1 トンあたり 700 ~ 850 ドル、ステンレスの価格は 1 トンあたり 2,200 ~ 2,800 ドルとなり、利用率の高いプレスレイアウトと効率の低い絞りブランクの間のスクラップ回収ギャップにより、プレス加工された同等品と比較した絞り部品の有効材料コストが 1 個あたり 0.05 ~ 0.25 ドル増加する可能性があります。これは、上記の生産量では意味のある差です。年間20万台。
部品ごとの労働力、サイクルタイム、およびプレスコスト
順送金型で製造される金属スタンピング部品は通常、毎分 80 ~ 400 ストロークで実行され、各ストロークで 1 つの完成部品が製造されます。 80 トン プレスの 200 SPM、稼働コストは 1 時間あたり約 60 ~ 90 ドル、部品あたりのプレス コストは 0.005 ~ 0.0075 ドルです。金属絞り加工部品製品では、複数のプレス操作 (ブランキング、最初の絞り、必要に応じて再絞り、トリミング、多くの場合別のフランジ加工またはピアシング操作) が必要です。深絞り加工では金属の流れを制御するために必要な成形速度が遅いため、各操作は 20 ~ 60 SPM で実行されます。それぞれの個別の操作が 40 SPM で実行される場合でも、4 操作の絞りシーケンスでは、完成部品あたり 1 ヒットのスタンプ部品に比べて 4 倍の累積プレス時間を消費し、部品あたりのプレスコストは、通常、1 回の操作、1 個あたりの同等のスタンプ部品よりも 4 ~ 8 倍高くなります。
ただし、描画部品がスタンプされた同等の部品に必要な二次操作を排除すると、この計算は大きく変わります。底部、4 つの壁、およびリム フィーチャーを 1 つの部品ファミリーに統合した絞り加工のハウジングは、一緒に溶接または固定する必要がある 3 つまたは 4 つの別個のコンポーネントからなる打ち抜きアセンブリの代わりに使用できます。金属プレス部品のコストモデルに、その組立作業に伴う労働力、治具コスト、品質リスクが含まれている場合、プレス加工による明らかなサイクルタイムの利点は、図面で回避される下流コストによって部分的または完全に相殺される可能性があります。
品質コスト、スクラップ率、および二次作業
品質関連コストは 2 つのプロセスに異なる影響を与えるため、初期コストの比較から省略されることがよくあります。安定した材料を使用し、よく管理された順送金型で金属スタンピング部品を使用すると、通常、定常状態の生産中にスクラップ率が 0.5% 未満に抑えられます。金属絞り部品製品は、入ってくる材料の変動、特にコイル内の降伏強度のばらつきの影響をより受けやすくなっています。これは、延伸比が公称材料特性に設定されており、降伏強度範囲の上限にある材料のバッチでは、公称特性の材料で良好な部品を製造する同じ延伸比でしわや破損が発生する可能性があるためです。制御下での絞り加工プロセスは通常、絞りの厳しさと材料の一貫性に応じて 1 ~ 3% のスクラップで実行され、スクラップ部品はスタンピングスクラップよりも大きくて重いため、不合格品あたりの品質低下による材料コストが比例して高くなります。
二次操作によって追加されるコストは、製品タイプごとに異なります。完全な比較を行う際に考慮すべき一般的な二次コストは次のとおりです。
- バリ取り: エッジがブランキングされた金属プレス部品では、組み立てや使用前にバリ取りやエッジのローリングが必要になることがよくあります。絞り加工されたパーツの壁は滑らかで途切れることなく、側壁にせん断エッジはありませんが、リムのトリム エッジには注意が必要です。
- 表面処理: どちらの部品タイプでも、めっき、コーティング、または不動態化が必要な場合がありますが、密閉形状の絞り加工部品では、平坦なスタンプ部品には発生しない液体処理槽内でのトラップの問題が発生する可能性があり、場合によっては排水穴や特殊なラックが必要となり、プロセスコストが増加します。
- アセンブリの削除: 上で述べたように、絞り加工部品では、多くの場合、打ち抜きアセンブリに必要な溶接、リベット留め、または締結の手順が不要になるため、完全な比較において、回避される組み立てコストは絞り加工プロセスに反映される必要があります。
- 加工: 金属プレス部品は、二次加工を行わずに、±0.05 ~ 0.10 mm の範囲の穴位置とプロファイル公差を実現できます。金属絞り部品製品では、機械加工されたねじ山、正確な穴のサイジング、またはスタンピングによってインダイで実現できるフランジ面の平面度補正が必要になる場合があり、公差の厳しい絞り部品の場合、1 個あたり 0.10 ~ 0.50 ドルの機械加工コストが追加されます。
意思決定の枠組み: 2026 年にどのプロセスがより多くの費用を節約できるか
上記で分析したコスト要因に基づいて、次のフレームワークは、2026 年の市場状況において、特定のアプリケーションに対してどのプロセスがより低い総コストを実現するかを判断するための実践的なガイドを提供します。金属プレス部品と金属絞り部品のどちらの製品も、決定的に安いわけではありません。答えは、以下の要因の特定の組み合わせによって決まります。
| 決定要因 | 金属プレス部品に有利 | 金属絞り部品製品を好む |
| 部品の形状 | 平坦または浅いプロファイル、2D フィーチャー | 3D シェル、閉じた形状、深い壁 |
| 年間生産量 | 単純なジオメトリの任意のボリューム | 中~高 (工具コストを相殺) |
| 材料費に対する敏感さ | 材料コストが高い – 有効利用率が高い | 図面作成時に低くなり、組み立てが不要になります |
| 下流での組立 | パーツは、より大きなアセンブリの 1 つのコンポーネントです | 描画パーツが複数ピースのアセンブリを置き換える |
| 公差要件 | 厳しい面内公差、穴の位置 | 壁厚の均一性、シームレスなエンクロージャ |
2026 年における最も信頼性の高いアプローチは、部品の形状が許可する場合に両方のプロセスの同時見積もりをリクエストし、総コストの比較には単価だけではなく工具の償却、二次加工、およびスクラップ率の仮定を含める必要があることを指定することです。金属プレス部品と金属絞り部品製品の両方で真の経験を持つサプライヤーは、特定の部品と量の組み合わせでコストのクロスオーバーポイントがどこにあるのかを特定できます。そして、厳密に行われたその分析は、一般的なコストの経験則よりも価値があります。

前の投稿
なぜ電子スタンピングダイには家電製品のスタンピングダイよりも厳しい公差が必要なのでしょうか?
次の投稿
順送金属スタンピング金型とトランスファ金属スタンピング金型の違いは何ですか?
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
