-
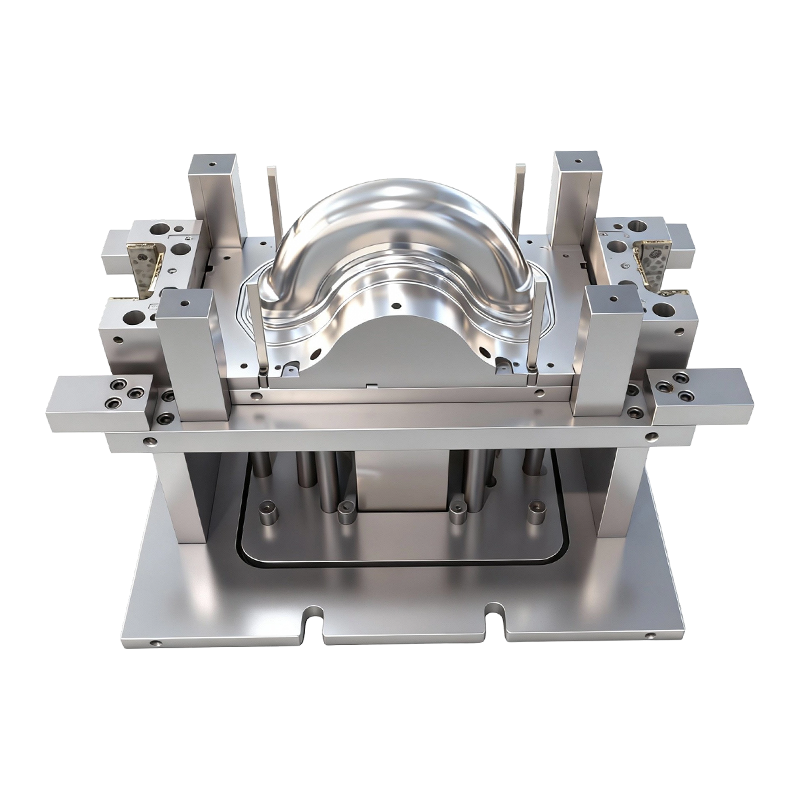
電動二輪車前後輪用深絞り金型
この電動二輪車前輪・後輪用深絞り金型は、電動二輪車の金属製前輪・後輪を製造するための専用工具で...
-
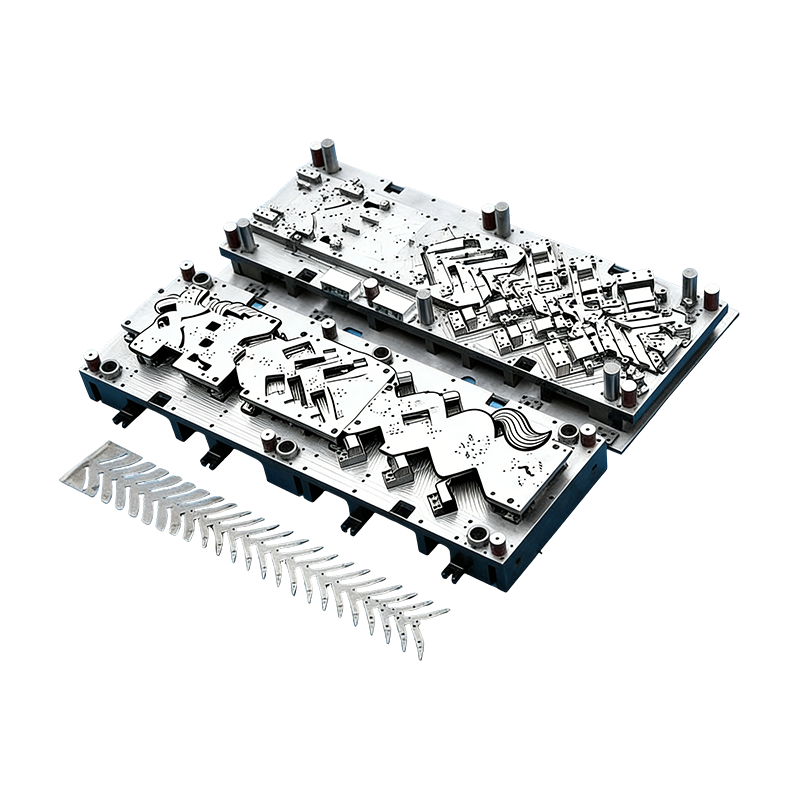
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
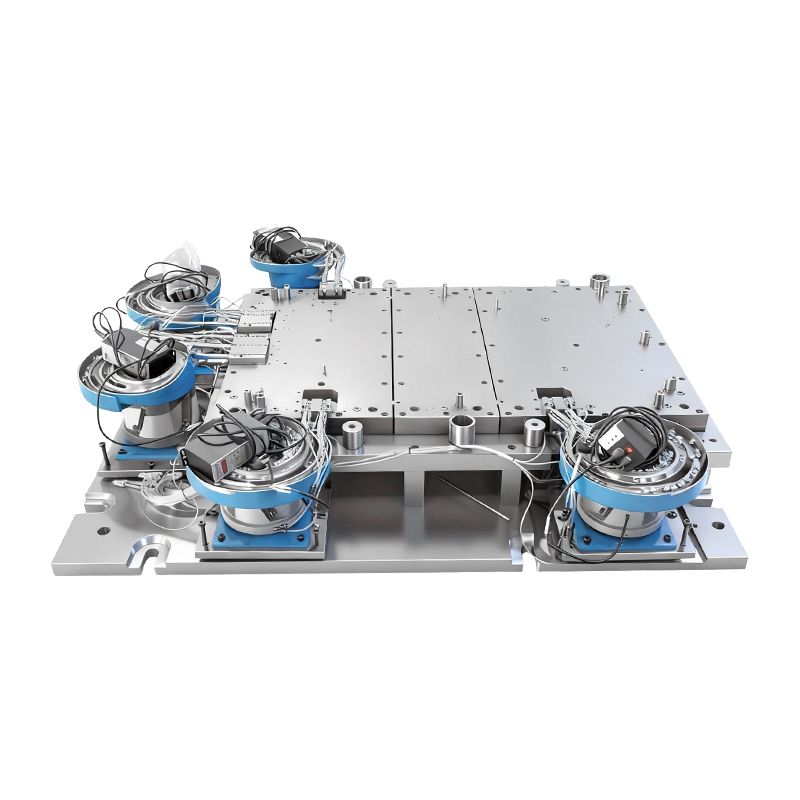
大型コンピュータマシンベース用自動リベット金型
この大型コンピューターマシンベース用の自動リベット金型は、ロボットアームとシームレスに統合され...
-
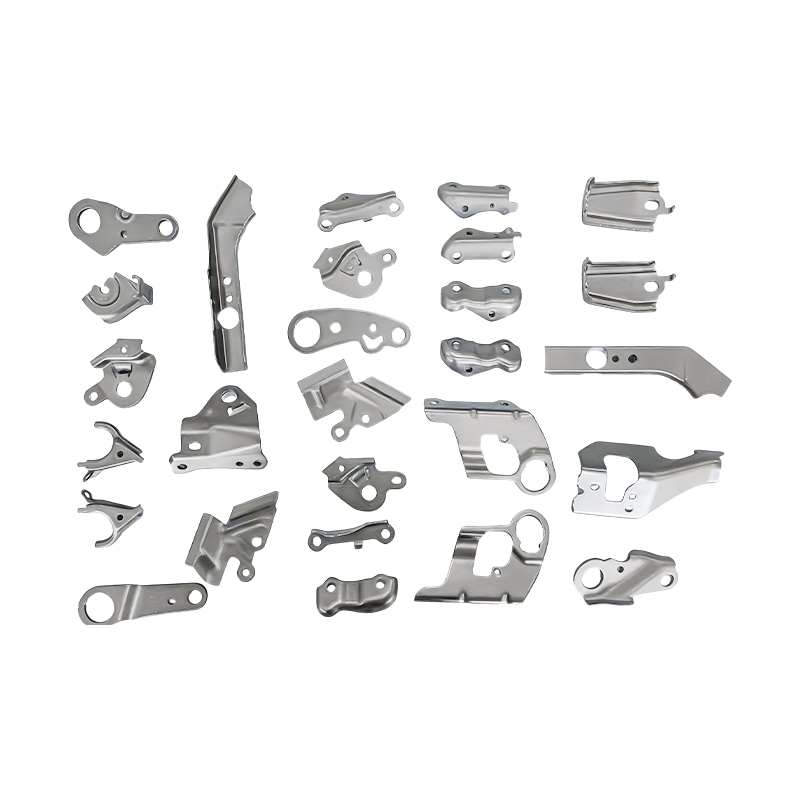
小型自動車部品順送金型プレス部品
当社の小型自動車部品順送金型プレス部品は、自動車補助システム向けに調整された精密設計コンポーネ...
順送金属スタンピング金型とトランスファ金属スタンピング金型の違いは何ですか?
2026-02-25
各金型タイプがプレス内で材料を移動させる仕組み
順送金型とトランスファ金属スタンピング金型の最も基本的な違いは、ワークピースが 1 つの成形ステーションから次の成形ステーションにどのように移動するかにあります。順送金型では、成形シーケンス全体を通じてブランクは元のコイル ストリップに取り付けられたままになります。ストリップはプレスストロークごとに一定のピッチで前進し、部分的に形成された部品を連続ステーション (穴開け、穿刺、曲げ、絞り) を経て運び、最終ステーションで完成部品が骨格から切り離されます。成形が完了するまで部品がストリップから物理的に分離されることはありません。つまり、ストリップ自体がすべての操作のキャリアおよび位置決め基準として機能します。
転送 金属プレス金型 根本的に異なる原理で動作します。ブランクは最初のステーションでコイルまたはシートから切り取られ、機械式またはサーボ駆動のトランスファーフィンガーシステムによって自由な独立したピースとしてステーションからステーションへと移動されます。部品はストリップに接続されていないため、ステーション間で位置を変更したり、反転したり、方向を変更したりすることができます。これは、ワークピースがまだ連続キャリアに取り付けられている場合には幾何学的に不可能です。材料の処理方法におけるこの違いが、機能、コスト、用途の点で 2 つのダイ タイプ間の他のほぼすべての違いの根本原因となります。
部品の形状と成形の複雑さ
順送金属スタンピング金型は、プロファイルが比較的平坦または浅い部品に最適です。部品はストリップ内に留まるため、形成された形状が隣接するステーションやダイ構造自体を汚すことなく、ストリップがダイを通してきれいに供給され続ける必要性によって、形成されたフィーチャーの全高が制限されます。ブラケット、端子、クリップ、ラミネート、薄片ハードウェアなど、絞りの深さが控えめな部品の場合、この制約が問題になることはほとんどなく、プログレッシブ ツールが自然な選択となります。ストリップのレイアウトは、多くの場合、75% を超える材料利用率を達成するように設計でき、搬送機構がないため、機械部品が減り、システム全体がよりシンプルになります。
転送 metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
スピード、スループット、生産量
プログレッシブメタルスタンピングダイは、毎分ストローク数でトランスファーダイを常に上回ります。同期する転送機構がないため、ストローク間で指を伸ばしたり、握ったり、動かしたり、引っ込めたりする必要がないため、順送金型は部品の複雑さとプレス能力に応じて 200 ~ 1,500 SPM の速度で動作します。年間数百万個という大量の中小型部品の生産では、この速度の利点は、他のスタンピング方法では匹敵するのが難しい決定的なスループットの利点につながります。
転送 dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
工具のコスト、メンテナンス、セットアップの比較
工具への投資と継続的なメンテナンスのコストは 2 つのダイ タイプ間で大幅に異なるため、適切な調達を決定するにはこれらの違いを理解することが不可欠です。
| 要因 | 順送金属スタンピング金型 | 転送 Metal Stamping Dies |
| 初期工具費用 | 中程度から高程度 | 高いから非常に高い |
| 実行ごとのセットアップ時間 | 短い - シングルダイセット | 長い - 転送システムのタイミングを計って調整する必要がある |
| メンテナンスの複雑さ | 中程度 - パンチ/ダイの研ぎ、パイロットの摩耗 | 高い - トランスファーフィンガー、レール、タイミングにより摩耗点が追加されます |
| 金型交換の柔軟性 | 限定的 — ステーションは相互に依存しています | より高い — 個々のステーションのダイを独立して交換可能 |
| 最小実行可能量 | 高い(量よりコストが償却される) | 中~高 |
トランスファメタルスタンピングダイがプログレッシブツーリングに比べて維持できるメンテナンス上の利点の 1 つは、ツール全体を再構築することなく、個々のステーションのダイを保守または交換できることです。各ステーションのダイは個別のユニットであるため、摩耗したドローステーションを引っ張って再研磨し、他のステーションをプレス上に残すことができます。順送金型では、すべてのステーションが単一の複合アセンブリに統合されているため、金型の分解が必要なメンテナンスはツール全体と生産工程全体に影響します。
材料利用率とスクラップ率の違い
材料利用は、2 つのダイ タイプが大きく異なるもう 1 つの領域です。プログレッシブ金属スタンピング金型は、連続的なスクラップスケルトン (ブランクまたは完成部品が除去された後に残るストリップ) を生成します。これは、取り扱い、切断し、廃棄またはリサイクルする必要があります。部品の形状とストリップのレイアウト効率によっては、スクラップのスケルトンが消費されるコイルの総重量の 20 ~ 40% に相当する場合があります。角度付きブランキング、インターリーブされた反対側パーツ、または複数列構成を備えた洗練されたストリップ レイアウトにより、この数値を大幅に削減できますが、スケルトンはストリップ内処理の避けられない副産物です。
転送 metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
用途に適したダイタイプの選択
順送金属スタンピング金型とトランスファ金属スタンピング金型のどちらを選択するかは、コストだけではなく、部品要件の構造化された評価によって決定される必要があります。次の基準は、実際的な意思決定の枠組みを提供します。
- 部品の形状: 部品がストリップ内で平らなまま完全に成形できる場合、すべてのフィーチャに位置を変更せずに上または下からアクセスできる場合、順送ツーリングが適切です。部品に複数の面での成形、深さと直径の比率が約 1:1 を超える深絞り加工、またはフランジの下側での操作が必要な場合は、トランスファー ツールが必要です。
- 生産量: 年間生産量が非常に多い場合 (中複雑部品の場合、通常年間 500,000 個以上)、速度の利点により 1 個あたりのプレス時間のコストが大幅に削減されるため、順送金型が好まれます。部品の形状により順送り加工が不可能な中程度の量の場合は、トランスファー ダイの方が経済的です。
- パーツサイズ: 大型部品(どの寸法でも約 400 mm を超える部品)は、順送金型では実用的ではありません。これは、結果として金型の長さとコイル幅の要件が一般的なプレスとコイルの処理能力を超えるためです。トランスファ ラインでは、単一の細長い順送ツールではなく、部品に合わせてサイズを調整した個別のステーション ダイを使用することで、より実際的に大型部品を処理します。
- 寸法精度の要件: プログレッシブ ダイは、ストリップの穴に係合するパイロット ピンを介して部品を配置します。一方、トランスファー ダイは、各ステーションの部品フィーチャまたはネスト ツールを介して個々のブランクを配置します。フィーチャ間の位置公差が ±0.05 mm よりも厳しい部品の場合、各ダイ タイプの位置決め戦略を、生成される公差の積み重ねに対して慎重に評価する必要があります。
- 将来の設計の柔軟性: 製品ライフサイクル中に部品設計の変更が予想される場合、トランスファー ツールは個々のステーション ダイを個別に変更できるため、より高い適応性を提供します。プログレッシブ ダイのフィーチャーを変更するには、多くの場合、相互に依存する複数のステーションを同時に再設計する必要があります。
実際には、決定が単独で行われることはほとんどありません。経験豊富な金型メーカーは、金型戦略を推奨する前に、部品の図面、年間生産量予測、利用可能なプレスリソース、および下流のアセンブリ要件を総合的に評価します。順送金属スタンピング金型とトランスファ金属スタンピング金型はいずれも、成熟したよく理解された技術を表しています。重要なのは、最も馴染みのあるアプローチをデフォルトとするのではなく、適切な技術をアプリケーションの特定の要求に適合させることです。

前の投稿
コスト比較: 2026 年の金属プレス部品 VS 金属絞り部品製品
次の投稿
自動車スタンピング金型業界は、技術アップグレードの新たな段階を迎えています。
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
