-

自動車モーターハウジングプレス部品
自動車モーターハウジングプレス部品は、自動車モーターを固定・保護するための中核部品であり、高精...
-
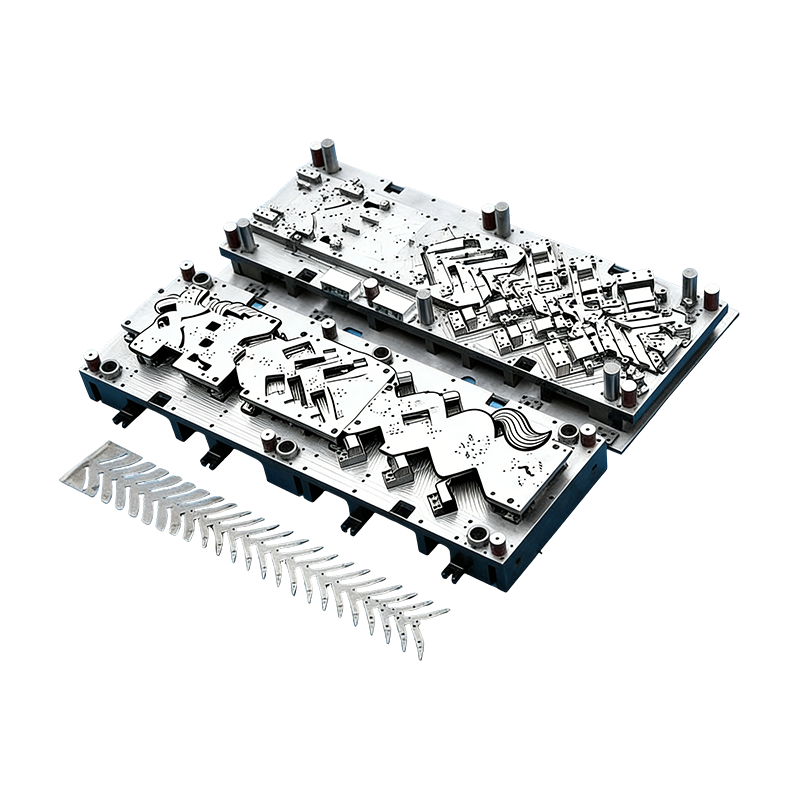
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
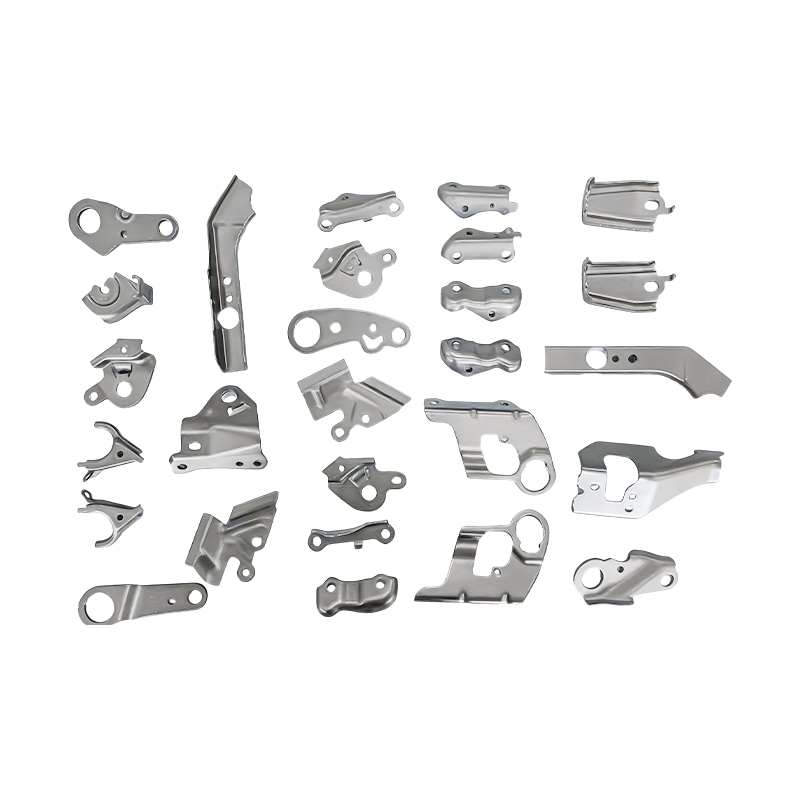
小型自動車部品順送金型プレス部品
当社の小型自動車部品順送金型プレス部品は、自動車補助システム向けに調整された精密設計コンポーネ...
-
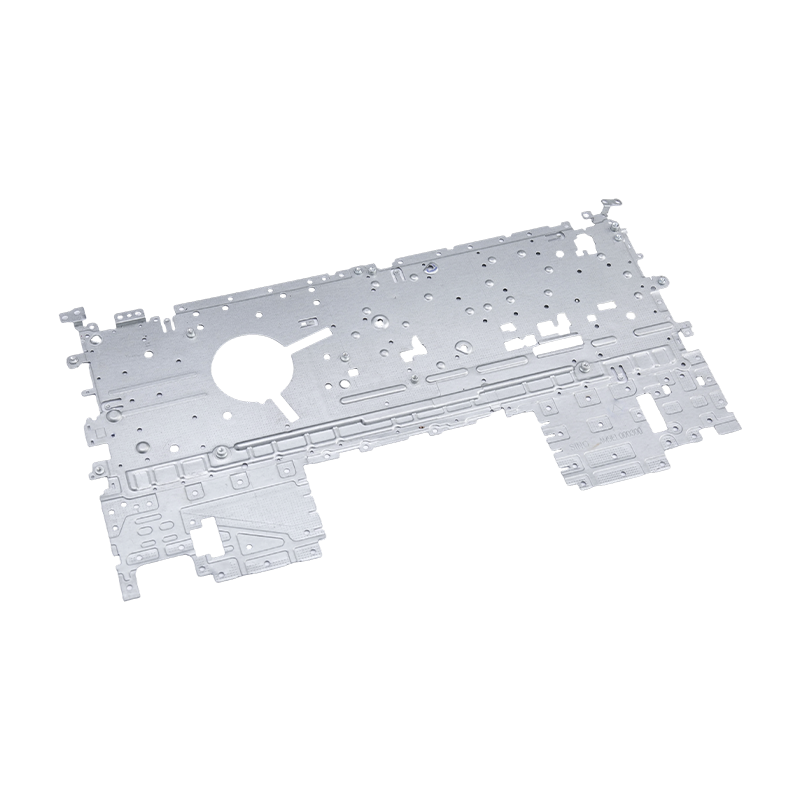
ノートパソコンのプレス部品
当社のラップトップ スタンピング部品は、ラップトップのシャーシ、ブラケット、内部構造アセンブリ...
-
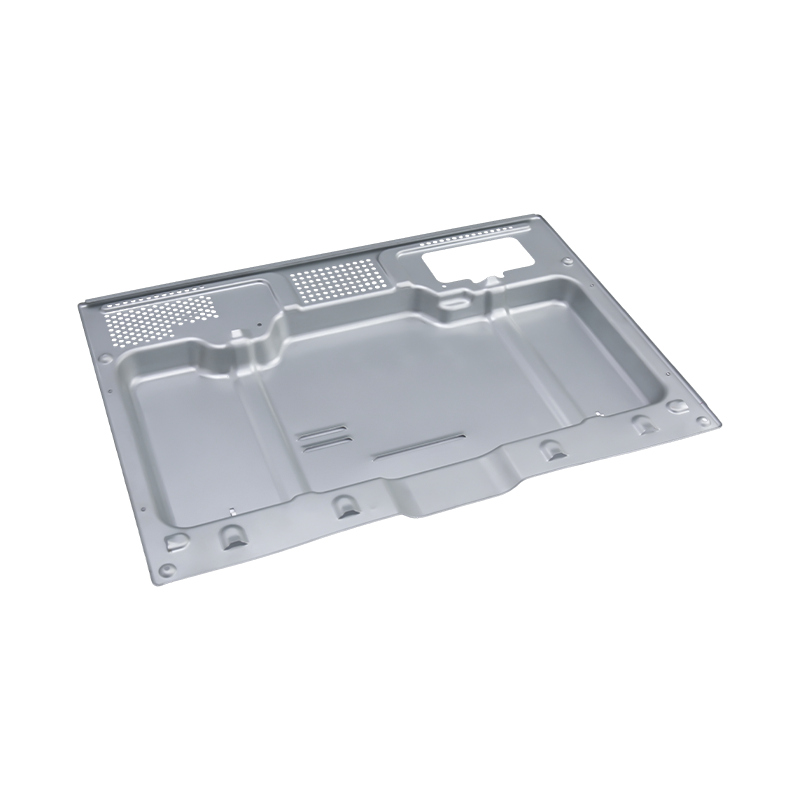
ハイエンドオーブンスタンピング部品
当社のハイエンド オーブン スタンピング部品は、高級家庭用および業務用オーブン向けに精密に製造...
-
ハイエンド大型コンピュータプレス部品
当社のハイエンド大型コンピュータ スタンピング部品は、サーバー シャーシ、メインフレーム フレ...
自動車シートプレス部品: 高精度の製造、耐荷重、材料の選択
2026-06-04
車のドアパネルは、面一にフィットし、見栄えが良い必要があります。シート フレームのプレス加工には、さらに多くの作業が必要です。シート フレームは、数十万回のサイクルにわたって乗員の静的体重を支え、ハード ブレーキや悪路の動的な力を吸収し、シート ベルト アンカー、リクライニング機構、スライド レールがすべて正しく組み立てられて機能するのに十分な精度で形状を保持する必要があります。構造、疲労、寸法要件の組み合わせにより、 自動車シートスタンピング部品 これは、精密金属スタンパーが製造する最も要求の厳しいコンポーネントの 1 つであり、メーカーのエンジニアリングの深さを示す明確な指標となります。
この記事では、シート フレームのスタンピングが車両の耐用年数全体にわたって確実に機能するかどうかを決定する 5 つのエンジニアリング要素 (公差要件、材料の選択、金型の精度、荷重性能、および複数の車両の互換性) について検討します。

自動車シートのプレス部品がほとんどのボディ部品よりも厳しい公差に直面する理由
ボディパネルのスタンピングは、主に表面の外観とフィット感で評価されます。 0.5 mm の幅が広すぎるギャップが表示されます。隙間が 0.3 mm 狭すぎると、組み立ての干渉が発生します。どちらも容認できませんが、どちらも安全上の問題ではありません。シート フレームのスタンピングは、根本的に異なる故障モードで動作します。構造コンポーネントの寸法誤差は、耐荷重の低下、安全性が重要な境界面の位置のずれ、早期疲労亀裂に伝播します。
リクライニング機構の取り付けブラケットを考慮してください。リクライニングチェアのロック歯が調整円弧全体にわたって均一に係合するように、ボルト穴の位置を数ミリ単位以内にする必要があります。穴のパターンがずれていると、ロック機構に偏心荷重が生じます。すぐにはわかりませんが、シートの耐用年数に応じて徐々に劣化していきます。同じロジックがスライド レールの取り付けポイントにも適用され、乗員の荷重を両方のレールに対称的に分散する必要があります。非対称性があると、一方の取り付け部に応力が集中し、摩耗や疲労破壊が加速します。
の公差基準 自動車安全基準に基づいて製造された自動車シートスタンピング部品 したがって、一般的なボディスタンピングよりも厳格であり、初期の生産部品と後期の生産部品間のばらつきが組立ラインのスループットとライン終了時の調整時間に影響を与えるため、最初の製品検査だけでなく生産工程全体にわたって強制されます。
高張力鋼 vs. アルミニウム合金: シートフレームのプレス加工に適した材料の選択
シート フレームのスタンピングの材料決定は、シート全体に適用される単一の選択ではなく、強度要件、成形の複雑さ、目標重量、コストのバランスを考慮したコンポーネントごとの最適化です。
高張力鋼 シートフレームの構造部品としては依然として主要な材料です。引張強さ 600 ~ 1,500 MPa の先進高張力鋼 (AHSS) は、自動車シートの安全基準で指定されている 530 Nm の後方トルク荷重に永久変形することなく耐えるため、リクライニング ブラケット、シート パン補強材、シート バック フレームに必要な降伏強度を備えています。この材料の高い剛性は、前面衝突時にシートベルトの荷重がシートフレームを介して伝達されるときに発生する曲げモーメントにも耐えます。その代償として、高張力鋼では、軟鋼に比べて延性が低いため、亀裂が発生する前に成形エラーが発生する余地が少なくなるため、より高いプレストン数、精密な金型材料、慎重なブランクホルダーの力管理など、より高性能な工具が必要になります。
アルミニウム合金 軽量化が優先されるシートコンポーネント、特に航続距離効率が高い材料や工具のコストを正当化する電気自動車での仕様がますます増えています。アルミニウム製シートフレームのプレス加工は、スチール製の同等品と比較してコンポーネントの重量を 30 ~ 40% 削減できます。課題は、アルミニウムの降伏強度が低いため、同等の構造性能を達成するには通常、より厚いセクションまたは設計の補強が必要であり、重量の利点が部分的に相殺されてしまうことです。成形中のスプリングバックが大きいため、寸法精度を維持するために、より正確な金型補正と綿密なプロセス制御も必要になります。
実際には、シート アセンブリは、主な荷重経路 (バック フレーム、リクライニング ブラケット、シートベルト アンカー補強材) には高張力鋼、重量軽減が明らかな利点がありピーク荷重が低い二次構造 (クッション パン サイド メンバー、ヘッドレスト ガイド ブラケット) にはアルミニウム合金の両方を組み合わせて使用されることがよくあります。
高精度スタンピング金型の耐荷重能力の決定方法
スタンピングされたシートフレーム部品の機械的特性は、部分的には原材料によって、また部分的にはスタンピングプロセス自体によって決まります。不均一なブランクホルダー力、摩耗したパンチ半径、またはパンチとダイ間の不正確なクリアランスによって、不均一な肉厚を生成するダイは、スタンピングされた部品に局所的な薄肉化を引き起こします。これらの薄いゾーンは応力集中となり、静的過負荷下では最初に降伏する場所であり、繰り返し負荷下では疲労亀裂の開始点となります。
これは、次の間の直接的な機械的リンクです。 金型精度とシートプレス耐荷重 。重要な成形面で 0.002 mm の精度で機械加工された金型により、絞り深さ全体にわたって一貫した肉厚の部品が製造されます。乗員の荷重はセクション全体に均一に分散され、作動応力は材料の疲労限界を十分に下回っており、部品は設計寿命目標を満たしています。金型の半径が摩耗したり、不正確に加工されたりすると、薄肉化が集中し、局所的な応力が上昇し、疲労寿命が短縮される部品が生成されますが、多くの場合、日常の検査では寸法不適合が検出できません。
エッジ品質も同じ重要性を持ちます。鈍い工具や不適切に取り付けられた工具による打ち抜きエッジのバリや微小亀裂は、亀裂の発生場所として機能します。道路の振動、シートの調整サイクル、乗員の乗降など、通常の運転による周期的な負荷がかかると、これらのエッジの欠陥が基材の疲労亀裂へと伝播します。精密工具によって生成される滑らかでしっかりとサポートされたせん断エッジにより、この故障モードが排除されます。
のために 自動車および電気自動車のシートフレームコンポーネント用の深絞り金型 したがって、工具の設計と製造の品質は、それが製造する部品の構造的性能から切り離すことはできません。
静的および動的荷重性能: シートスタンピング部品が耐えるべきもの
シートフレームのスタンピングには 3 つの異なるカテゴリーの荷重がかかり、それぞれがデザインと材料仕様に異なる影響を及ぼします。
静的荷重 乗員の持続的な体重を表します。通常は 1 人の乗員で 75 ~ 100 kg で、シート クッションと背中を通して継続的に作用します。これらの荷重により、通常の使用時の永久変形を防ぐために必要な最小断面積と材料降伏強度が決まります。静的荷重の性能はテストと検証が簡単で、「静的過荷重」に起因するシートスタンピングの故障のほとんどは、実際には目に見える変形が現れる前にしばらく加速した疲労故障です。
動的荷重 車両の加速、制動、コーナリング、路面の凹凸によって発生します。 1g の減速度での急ブレーキ時には、体重 75 kg の乗員の前方への慣性によって、シートの背もたれを通してリクライニング機構と背もたれフレームのスタンプに約 750 N の荷重が発生します。荒れた路面では、2 ~ 3g の垂直加速度が発生する可能性があり、車両の耐用期間中、シート フレームは 1 ~ 20 Hz の周波数で何千時間も振動します。耐振動性(この繰り返し荷重下でプレス加工された構造がその形状と機械的特性を維持する能力)は、初期の設計レビューでは過小評価されることが多い性能次元ですが、長期耐久性テストでは明らかになります。
クラッシュロード 最悪の状態を表します。シートベルトを着用した状態で時速 50 km で正面衝突した場合、シート フレームは、乗員に損傷を与える可能性のある破損やシートのずれを生じさせることなく、乗員の運動エネルギーを車両構造に伝達しなければなりません。これらの荷重は動的駆動荷重よりも一桁大きく、シートベルト アンカー、バック フレーム、スライド レール ロック機構の打ち抜き部品はすべて主な荷重経路にあります。
3 つの荷重カテゴリをすべて同時に満たすには、スタンピング プロセスで寸法精度と一貫した機械的特性の両方を実現する必要があります。そのため、自動車シート部品のサプライ チェーンでは、材料のトレーサビリティとプロセス中の厚さの監視が標準要件になっています。
複数の車両の互換性と OEM の寸法精度要件
単一のシートスタンピングサプライヤーが単一の車両プラットフォームを提供することはほとんどありません。 OEM 顧客と Tier 1 シート メーカーは、さまざまな寸法エンベロープ、取り付け構成、安全荷重要件を備えた複数の車両ラインに適合する必要がある打ち抜きコンポーネントを調達しています。工具コストを高騰させずにこのマルチプラットフォームの複雑さを管理することは、有能なスタンピングサプライヤーと汎用加工業者を分けるコアコンピテンシーの 1 つです。
複数の車両の互換性の基礎は、部品全体の形状だけでなく、個々の機能レベルでの寸法精度です。取り付けおよび位置決め機能の穴位置公差は ±0.15 mm 以上で、手動での調整や再加工を必要とせずに、同じプレス加工部品を異なるシート フレーム構造に正しく組み立てることができます。このレベルの精度は、金型が適切なデータム参照を使用して設計され、厳しい形状公差に合わせて機械加工され、生産開始前に顧客の CAD モデルに対する完全な初品検査で検証された場合にのみ達成可能です。
この文脈では、カスタム金型の設計は諸経費ではありません。これは、寸法精度と複数の車両の互換性を実現するメカニズムです。部品の形状に合わせて特別に設計された金型は、部品の成形要件に合わせたフィーチャの位置とクリアランスを備えており、正しく組み立てられる部品を一貫して生産します。一般的なダイや改造されたダイでは、許容可能な寸法出力を維持するために継続的な選別、シミング、または調整が必要になります。
の 自動車用プレス部品の全範囲 at SQS は社内で設計および製造された金型から生産されており、各顧客の車両プラットフォームの寸法要件が生産時に補われるのではなく、最初から工具に組み込まれるように設計されています。
SQS の金型と部品の統合製造によるシートスタンピングの利点
の conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mold Equipment Co., Ltd. は、両方の機能を 1 つの屋根の下で運営しています。シート フレーム コンポーネントのプレス金型を設計する同じエンジニアリング チームが、部品を製造するプレスも運営しています。生産中に寸法のドリフトが発生した場合、徐々に摩耗するダイの耐用年数にわたって発生する場合と同様に、プロセスの回避策ではなく、情報に基づいたダイの修正が対応となります。その結果、生産工程全体にわたって部品の品質がより安定し、不適合が発生した場合に根本原因を迅速に特定できるようになります。
SQS の製造インフラストラクチャは、自動車シートのスタンピングに必要な精度レベルでのこの統合をサポートしています。日本から調達されたワイヤ放電加工機は、ダイの形状で 0.002 mm 以内の加工精度を達成し、肉厚、エッジの品質、穴の位置を決定する成形面が部品設計に必要な公差内に確実に保持されるようにします。 80T から 400T にわたるプレス機群は、小さなブラケットコンポーネントから完全なバックフレーム構造に至るまで、シートフレームのスタンピング形状の全範囲をカバーしています。 OEM 顧客と Tier 1 自動車サプライヤーにサービスを提供してきた 15 年以上の経験と、金型設計、製造、品質保証に専念する 60 人の技術スタッフのチームを備えた SQS は、シート フレーム スタンピング プログラムに求められるエンジニアリングの深さを提供します。
のために OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
前の投稿
家電製品用金属プレス部品: 材料、精密およびカスタム ソリューション
次の投稿
深絞り金型の設計: パンチ、ダイ、クリアランスおよび多段階減速ガイド
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
