-
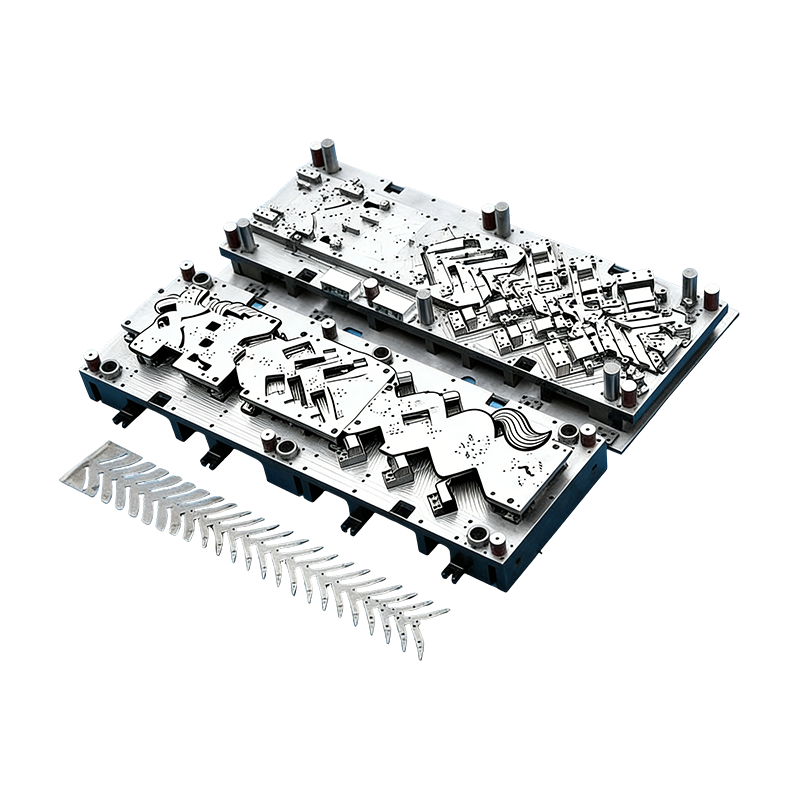
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
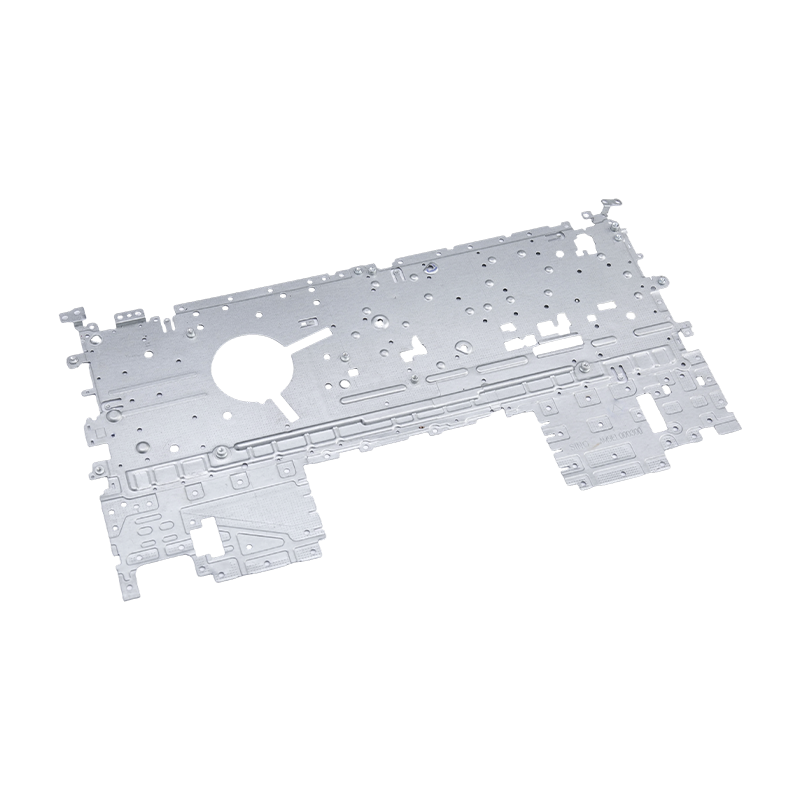
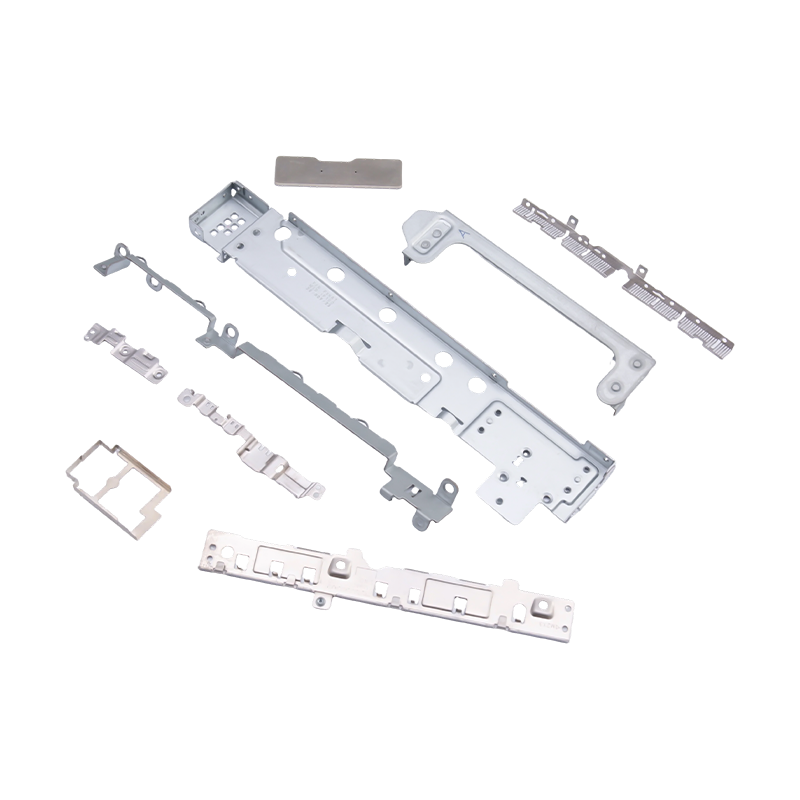
ノートパソコンのプレス部品
当社のラップトップ スタンピング部品は、ラップトップのシャーシ、ブラケット、内部構造アセンブリ...
-
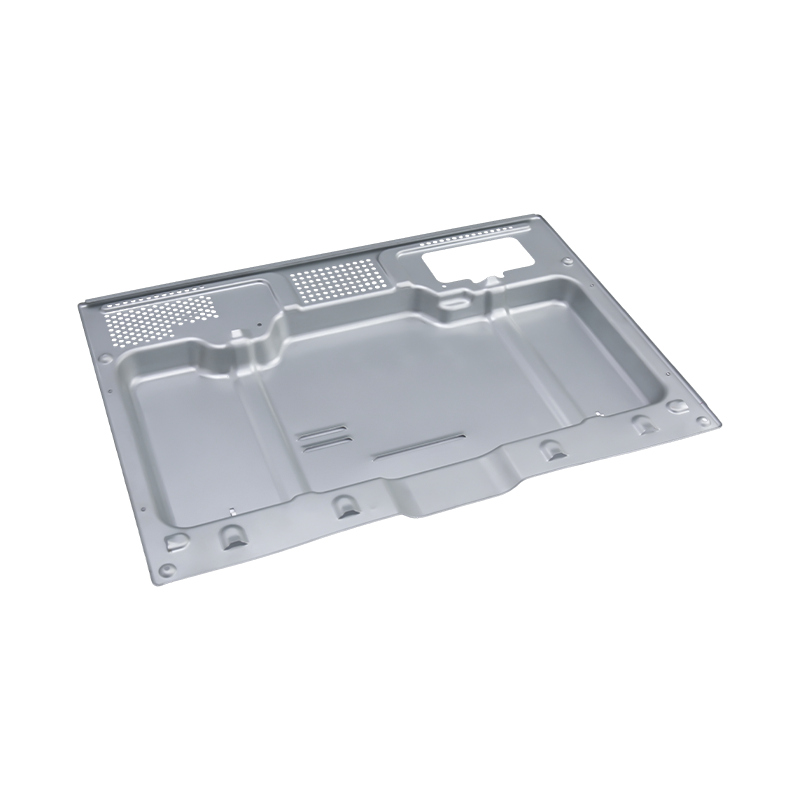
ハイエンドオーブンスタンピング部品
当社のハイエンド オーブン スタンピング部品は、高級家庭用および業務用オーブン向けに精密に製造...
-
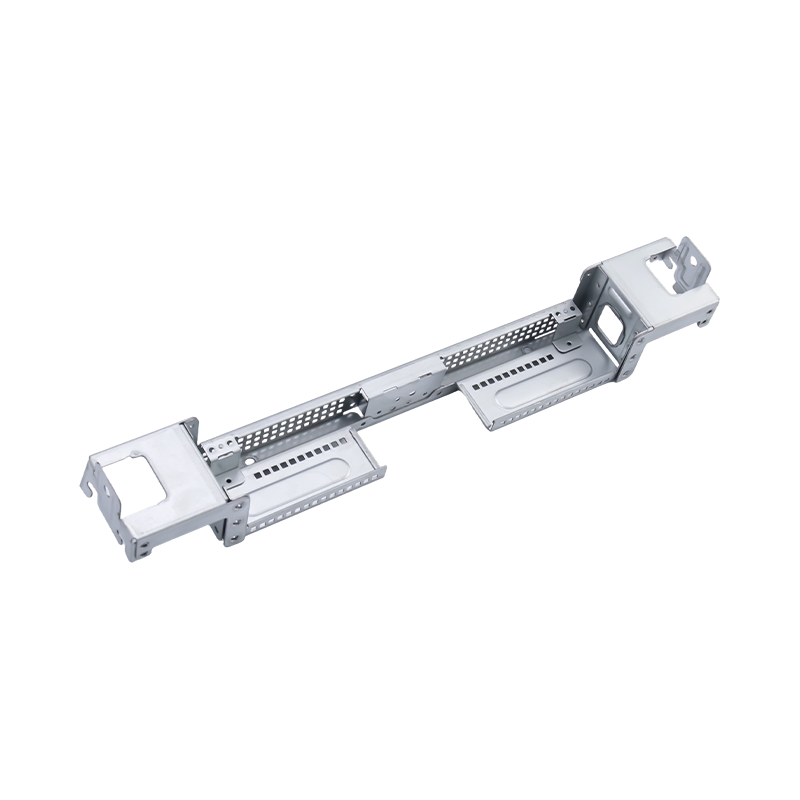
ハイエンド大型コンピュータプレス部品
当社のハイエンド大型コンピュータ スタンピング部品は、サーバー シャーシ、メインフレーム フレ...
-
ノートパソコンや携帯電話用の小型プレス部品
現代のポータブル電子機器に不可欠な内部コンポーネントとして、ラップトップや携帯電話用の小さなプ...
-
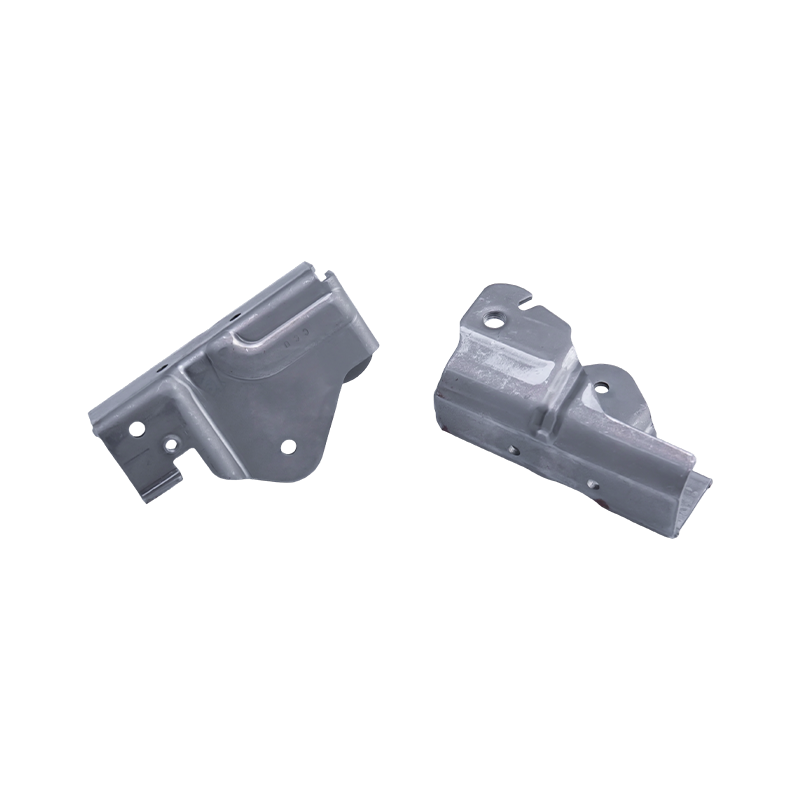
カーシートプレス部品
カーシートプレス部品は、自動車のシート骨格に合わせて高精度なプレス加工により製造される芯金部品...
カーシートスタンピング部品: 品質と適合ガイド
2026-05-13
カーシートのスタンピング部品とは何か、そしてなぜそれが重要なのか
カーシートプレス部品 は、自動車のシートフレームワークの構造中核となる精密成形金属部品です。高精度のプレス加工で製造されるこれらの部品は、数千トンのプレス力をかけて金型を使用して高張力鋼板またはアルミニウム合金シートから成形されます。その結果、一貫した肉厚、きれいなエッジ、厳しい寸法公差を備えたコンポーネントが得られます。これは、自動車用途では譲れない品質です。
溶接や鋳造の代替品とは異なり、打ち抜き部品は優れた再現性と表面の完全性を実現します。シートアセンブリでは、これらは耐荷重骨格として機能し、シートクッション、調整ブラケット、およびリクライニング機構と直接接続します。これらのコンポーネントの寸法の偏差はシート システム全体に伝わり、快適さと乗員の安全性の両方に影響を与えます。
世界の自動車シート市場は 2023 年に 680 億ドル以上と評価されており、金属シート構造はシートあたりの材料コストのかなりの部分を占めています。適切なプレス部品と適切なサプライヤーの選択は、組み立て効率、製品の寿命、法規制への準拠に直接影響します。
材料の選択: 高張力鋼対アルミニウム合金
2 つの主な材料 自動車シート用金属プレス部品 高強度鋼(HSS)とアルミニウム合金です。それぞれが異なるパフォーマンスプロファイルを提供し、正しい選択は特定のシート位置、車両プラットフォーム、および目標重量によって異なります。
| プロパティ | 高張力鋼 | アルミニウム合金 |
|---|---|---|
| 引張強さ | 590~1500MPa | 200~500MPa |
| 重量 | より高い | スチールより最大 35% 軽い |
| 耐食性 | コーティングが必要です | 自然な耐性 |
| コスト | 下位 | より高い |
| 代表的な用途 | サイドフレーム、フロアブラケット | EVシート、スポーツ&プレミアムセグメント |
二相 (DP) グレードやマルテンサイト (MS) グレードなどの先進的な高張力鋼 (AHSS) は、現在、衝突エネルギーの吸収が重要なシートのサイドフレームやクロスメンバーに広く使用されています。これらのグレードは、構造性能を犠牲にすることなく肉厚を減らすことができます。これは、重量と安全性の両方の目標を同時に達成するための重要な要素です。
アルミニウム合金、特に 5xxx および 6xxx シリーズは、電気自動車のプラットフォームにますます指定されており、1 キログラムの軽量化が直接航続距離を延長します。アルミニウムのプレス加工は延性が低いため、より複雑な工具や成形戦略が必要ですが、多くの場合、質量削減による見返りにより、大量生産プログラムへの投資が正当化されます。

負荷パフォーマンス: 静的、動的、および振動の要件
カーシートのスタンピング部品は、車両の耐用年数を通じて 3 つの異なる荷重カテゴリにわたって確実に機能する必要があります。部品の仕様を評価したり、サプライヤーを認定する際には、これらの要件を理解することが不可欠です。
静的耐荷重
静荷重とは、乗員およびシート アセンブリ自体の継続的な重量を指します。 ECE R17 (ヨーロッパ) や FMVSS 207/210 (米国) などの規制基準は、シート固定具と構造コンポーネントの最小荷重しきい値を定義しています。一般的なシート フレームは、永久変形することなくシート重量の 20 倍の後方荷重に耐える必要があります。ベース レール、サイド ブラケット、およびリクライナーの取り付けインターフェイスを形成するプレス部品が、これらのテストの主な荷重経路となります。
動的負荷と衝突パフォーマンス
動的負荷は、車両の加速時、制動時、そして最も重要な衝突イベント中に発生します。前面衝突の場合、シート構造は、隣接する座席ゾーンへの乗員の侵入を防ぐために十分な構造的完全性を維持しながら、シートベルトの力を最大 30 kN まで抑制する必要があります。鋼のスタンピング形状、結晶粒方位、熱処理はすべて、部品がこれらの衝撃力をどのように吸収し、再分配するかに影響します。
耐振動性
一般的な車両の寿命である 200,000 キロメートルにわたって、シートのコンポーネントは路面やパワートレインの振動源からの継続的な低周波振動にさらされます。厚さが不均一、残留成形応力、または曲げ半径に微小亀裂があるプレス加工部品は、これらの条件下で疲労破壊を受けやすくなります。精密な金型設計とプレス制御の直接の成果である、打ち抜きプロファイル全体の均一な厚さは、振動による疲労に対する最も効果的な対策です。
自動車安全基準部品の適合性と品質検査
の定義を満たす 自動車安全規格部品 材料認証以上のものを必要とします。それには、受入れ材料、工程内管理、出荷検査をカバーする文書化された品質管理プロセスが必要であり、すべて完成部品まで追跡可能です。
以下の検査方法は、認定されたスタンピング作業における標準的な方法です。
- 三次元測定機 (CMM) の検査: 重要な寸法を設計図面と照合して、公差±0.1 mm まで厳密に検証します。初品検査や生産時の定期サンプリングに使用されます。
- 硬さ試験 (ロックウェル/ビッカース): 特にマルテンサイト相の分布が強度に直接影響する AHSS コンポーネントにおいて、スタンピング後の熱処理が目標の機械的特性を達成していることを確認します。
- 表面とエッジの検査: アセンブリのフィット感に影響を与えたり、使用中の腐食を促進したりする可能性のあるバリ、亀裂、表面の汚れを視覚的および触覚的にチェックします。
- 塩水噴霧試験: 鋼スタンピングに適用される防食システム (電着塗装、亜鉛メッキ、またはリン酸塩処理) を評価します。自動車の標準要件は、塩水噴霧に 240 ~ 1,000 時間さらされても赤錆が発生しないという範囲です。
- 破壊的な引張試験と曲げ試験: 溶接接合部と臨界曲げゾーンの機械的特性を検証し、応力集中時の層間剥離や亀裂がないことを保証します。
品質システムのコンプライアンス (通常、自動車サプライヤー向けの IATF 16949) は、これらの検査方法を一貫して導入するためのフレームワークを提供します。この認証なしで供給された部品は、検出されないプロセス変動のリスクが高く、現場での故障や高額なリコールに直接つながる可能性があります。
シート位置と車両モデル間の互換性
精度の実際的な利点の 1 つは、 カーシート用金属プレス部品 アプリケーションは、複数の座席位置や車両構造にわたる適応性です。部品の形状は運転席、助手席、後部座席の構成で異なりますが、基礎となる製造プロセスと品質基準は一貫しています。
運転席と助手席
フロント シートのスタンピング部品は構造的に最も複雑で、サイド エアバッグ モジュール、高さ調整レール、前後スライダー、シートベルト プリテンショナー アンカーの取り付けポイントが統合されています。これらの境界面の寸法精度は非常に重要です。たとえば、エアバッグ ブラケットの取り付け穴の位置がずれていると、展開タイミング エラーが発生し、乗員の保護が損なわれる可能性があります。フロントシートフレームも、衝突試験プロトコルに基づいて最高度の規制検査を受けています。
後部座席の構造
後部座席のスタンピング部品は、より広い断面にわたることが多く、SUV やワゴンのプラットフォームの折り畳み機構に対応する必要があります。これらの部品には、折り畳みヒンジ ライン全体に均等な荷重がかかり、一貫したラッチの係合が保証されるように、厳しい平坦度公差が必要です。 3 列シートの車両では、2 列目と 3 列目のシート フレームがモデル間で共有されることが多く、部品の互換性が直接的なコスト要因となり、精密スタンピングが効果的にサポートされます。
すべてのシート位置にわたって、打ち抜きフレームコンポーネントと隣接するシステム (クッションフォームクリップ、リクライニングギア、フロアレールボルト) の間のインターフェース寸法は、主流の自動車組立基準に適合する必要があります。これらの寸法規則に準拠した部品は、最小限の工具変更で新しい車両プログラムに組み込むことができ、OEM メーカーとアフターマーケット サプライヤーの両方の開発リード タイムと認定コストを削減できます。
前の投稿
深絞り金型の設計: パンチ、ダイ、クリアランスおよび多段階減速ガイド
次の投稿
軽量・高精度 EVのボディパネル革新を牽引する深絞り金型戦略
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
