-
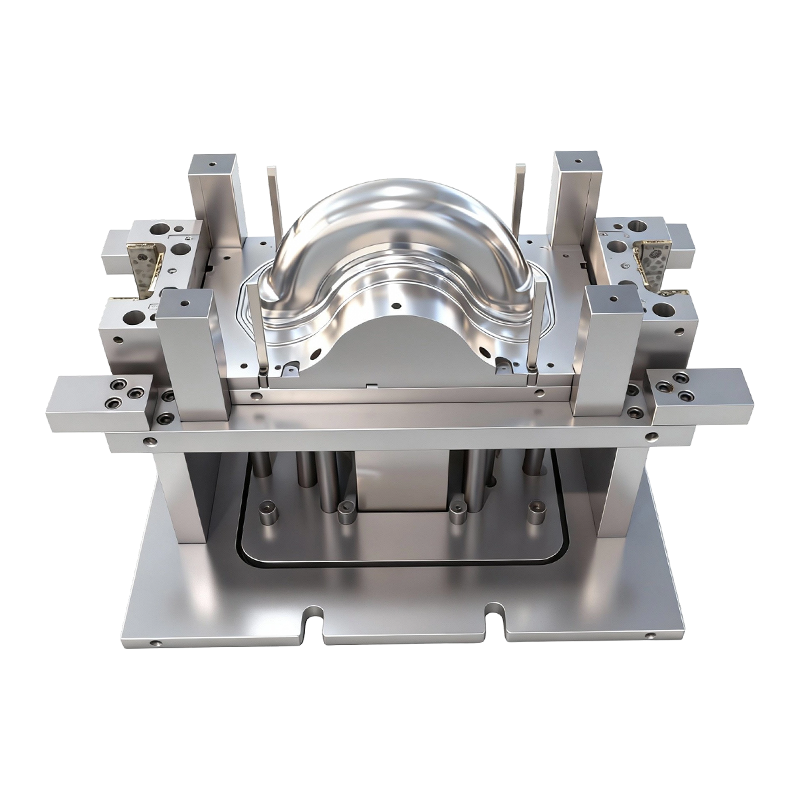
電動二輪車前後輪用深絞り金型
この電動二輪車前輪・後輪用深絞り金型は、電動二輪車の金属製前輪・後輪を製造するための専用工具で...
軽量・高精度 EVのボディパネル革新を牽引する深絞り金型戦略
2026-05-07
自動車用深絞り金型が標準ツーリングと異なる点
自動車や電気自動車の製造で使用される深絞り金型は、汎用の板金工具と互換性がありません。これらは、パンチ、ダイ、ブランク ホルダー、ダイ セットの 4 つの主要コンポーネントで構成され、それぞれが極度の成形負荷下で連携して動作するように最適化された、目的に合わせて設計されたシステムです。一般的な自動車用スタンピング プレスでは、ブランク ホルダーがシート フランジに制御された下向きの圧力を加えながら、パンチが金型キャビティ内に下降し、しわや裂けを生じることなく金属の流れをキャビティ内に導きます。ダイセットは、ストロークあたり数百トンを超える可能性のある周期的な荷重下でもアライメントを維持する剛性の高い構造フレームを提供します。
自動車グレードの違い 深絞りダイス 工具全体にわたって要求される精度の公差です。寸法精度は通常、次のように保たれます。 ±0.02mm この要件は、ボディ パネル (ドアのアウター パネルなど) 全体での累積的な偏差が目に見える表面の欠陥や組み立ての隙間に直接影響し、美観と構造的なフィット感の両方に影響を与えるという事実によって推進されています。パンチとダイの半径の表面仕上げも同様に重要です。Ra 値は次のとおりです。 ≤0.05μm (鏡面に近い品質) は、特に高強度合金や軽量合金を加工する場合に、摩擦による薄化や傷を最小限に抑えます。
アルミニウム合金の成形性とプロセス設計におけるアルミニウム融点の役割
アルミニウム合金 は、その優れた強度重量比、耐食性、リサイクル可能性により、従来の自動車のボディパネルと EV の構造コンポーネントの両方で主流の軽量材料となっています。ただし、アルミニウムには、深絞り加工において、その材料特性 (表面に対する熱挙動など) に直接関係する特有の課題があります。 アルミニウムの融点 .
純アルミニウムは約100℃で溶けます。 660℃ ただし、自動車のスタンピングに使用されるアルミニウム合金(主に 5xxx (アルミニウム-マグネシウム) および 6xxx (Al-Mg-Si) シリーズ)の溶融範囲は、合金の組成に応じてわずかに低くなります。アルミニウムの融点自体は冷間スタンピング中に直接到達することはありませんが、温間成形と金型の冷却管理という 2 つのプロセスに隣接する領域に非常に関連しています。アルミニウムの温間成形では、ブランクを 200 ~ 300 °C (慎重に選択された融点の一部) に加熱して延性を高め、スプリングバックを低減し、周囲温度の成形条件下では亀裂が発生するような複雑な形状の製造を可能にします。ダイの設計者は、これらの温度での熱膨張を考慮し、それに応じてクリアランスとブランク ホルダーの力のパラメーターを再調整する必要があります。
従来の冷間深絞り加工でも、パンチブランクとダイブランクの界面で発生する摩擦熱により、局所的な表面温度が大幅に上昇する可能性があります。鋼に比べて融点が比較的低いアルミニウム合金の場合、局所的な過度の加熱によりかじり(金型表面へのアルミニウムの接着剤の転写)が促進され、表面仕上げが劣化し、成形力が増加し、工具寿命が短くなります。このため、加工時には潤滑戦略とダイ表面コーティングの選択が特に重要になります。 アルミニウム合金 シート。
一般的な自動車用アルミニウム合金とその成形特性
| 合金シリーズ | 代表的なグレード | 融解範囲 (°C) | 主要な用途 |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052、5182 | 607–649 | ボンネットインナー、ドアインナー、EVエンクロージャー |
| 6xxx (Al-Mg-Si) | 6016、6111 | 610–655 | 外装ボディパネル、構造クロージャ |
| Mg-Al (マグネシウム-アルミニウム) | AZ31、AM60 | 470–630 | EVバッテリーケース、インストルメントパネル |
EV 専用の金型設計: 深絞り比、バッテリーケース、軽量化
電気自動車の製造では、従来の自動車スタンピングの要求を超える深絞り金型が求められています。最も技術的に要求の高い用途は、マグネシウム - アルミニウム合金のバッテリー ケーシングの形成です。これは、車両全体の重量に貢献しながらバッテリー セル アレイを保護する、大きくて深く、構造的に複雑な筐体です。これらのコンポーネントには次のものが必要です 2.5:1を超える深絞り比 (ブランクの直径とパンチの直径の比)これにより、材料の延性限界まで押し上げられ、フランジの亀裂や過度の肉薄化を避けるために優れた金型エンジニアリングが必要になります。
壁厚の均一性は構造剛性と衝突性能に直接影響するため、バッテリーケースでは、絞り壁全体での材料の薄化を最小限に抑えることが重要です。金型設計者は、いくつかの調整された戦略を通じてこれに対処します。歪みをより均一に分散するためにパンチノーズの半径を最適化し、絞り深さが増加するにつれて徐々に圧力を増加させる可変ブランクホルダーフォース(BHF)プロファイルを実装し、特に深い形状に対しては単一操作成形を試行するのではなく多段階絞りシーケンスを適用します。
軽量化への移行は、EV プログラムにおけるモジュール型ダイ構造の採用も推進しています。モノリシックダイブロックを機械加工するのではなく、モジュラー設計では、ダイ入口半径やパンチコーナーなどの高摩耗ゾーンに交換可能なインサートを使用します。このアプローチでは、ダイセット全体を廃棄せずに摩耗したインサートを交換できるため、大量生産シナリオで車両プログラムあたりの工具コストが 20 ~ 35% 削減されます。モジュール式ダイは、従来の自動車プログラムよりも早く進む傾向にある EV 開発サイクル中に設計の反復が発生する場合にも、より迅速な適応を可能にします。
ブランクホルダー力制御:シワとひび割れを同時に防ぐ
ブランクホルダー力は、深絞り加工において最も影響力のある唯一のプロセス変数であり、その正確なキャリブレーションが、安定した生産プロセスとスクラップになりやすい生産プロセスを分けるものです。 BHF が少なすぎると、周方向の圧縮応力によってフランジが座屈し、その後の操作で平らにできないしわが発生します。 BHF が多すぎると、金属がダイのキャビティに流入することが妨げられ、通常は材料が最も薄いパンチ半径で壁に引張破壊が発生します。
のために アルミニウム合金 アルミニウムはひずみ硬化指数が低く、局所的な薄化の影響を受けやすいため、許容可能な BHF ウィンドウは低炭素鋼よりも狭くなります。現代の自動車 深絞りダイス この問題には、金型構造に埋め込まれたロードセルからのフィードバックに基づいてリアルタイムで動的に圧力を調整できる油圧またはサーボ制御のブランク ホルダーを使用して対処します。この閉ループ制御は、ストローク中にブランクが冷えるにつれて材料流動応力が連続的に変化する高温でマグネシウム - アルミニウム合金部品を絞り加工する場合に特に役立ちます。
新しい深絞り操作のブランク ホルダー パラメータを設定するときは、次の要素のバランスを取る必要があります。
- 材料の降伏強さと伸び: 強度の高い合金は、しわを防ぐためにより多くの BHF を必要としますが、同時に亀裂が発生しやすくなるため、より厳しい制御帯域幅が必要になります。
- 空白のジオメトリと描画深さ: ドアパネルやバッテリーケースの用途で一般的な非円形のブランクは、不均一なフランジ応力分布を生じさせるため、セグメント化されたブランクホルダーまたは可変形状のブランクホルダーが必要になります。
- 潤滑膜厚さ: 潤滑膜が厚いと摩擦が減少し、かじりを防ぐために必要な BHF が低くなりますが、過剰な潤滑は金属の流れを不安定にするハイドロプレーニング効果を引き起こす可能性があります。
- プレスストローク速度: スタンピング速度が高くなるとひずみ速度が増加し、アルミニウムの流動応力に影響を及ぼし、安全な BHF 範囲が狭くなります。これは、試作プレスラインから量産プレスラインにスケールアップする際に重要な考慮事項です。
シミュレーション主導の金型開発と量産におけるインテリジェントなモニタリング
現代の自動車用金型の開発は、もはや物理的なトライアウトのみに依存していません。 AutoForm や Dynaform などのソフトウェア プラットフォームを使用した有限要素解析 (FEA) ベースの成形シミュレーションにより、金型エンジニアは単一の工具鋼を切断する前に成形条件を仮想的にテストできます。シミュレーションにより、薄化分布、しわの危険ゾーン、スプリングバックの大きさ、成形力の要件が正確に予測され、設計者はパンチの形状、ダイの入口半径、BHF プロファイルを計算的に最適化できます。のために アルミニウム合金 複雑な曲率を持つコンポーネントでは、シミュレーションにより物理的なトライアウトの繰り返しが 40 ~ 60% 削減され、金型の開発タイムラインが大幅に圧縮されます。
金型が量産に入ると、インテリジェントな監視システムがシフトあたり数千のストロークにわたってプロセスの安定性を維持します。アコースティック・エミッション・センサーは、かじりや表面の傷が目に見えるようになる前に、その発生を検出します。金型構造内のひずみゲージ アレイは成形力をリアルタイムで追跡し、ブランク材料の変動や潤滑剤の故障を示す偏差にフラグを立てます。ビジョン システムは、取り出し直後に絞り加工された部品の 100% 光学検査を実行し、CAD の公称値と比較して重要な寸法を測定し、下流のアセンブリに到達する前に公差外の部品に取り外しのフラグを自動的に付けます。
シミュレーションとインプレスモニタリングのこの統合は、より広範な業界の移行を反映しています。 深絞りダイス はもはや受動的なツールではなく、データ駆動型製造システムの能動的なコンポーネントです。欠陥ゼロの生産目標に取り組む自動車メーカーや EV メーカーにとって、シミュレーションで検証された金型設計やセンサーを備えた生産ツールへの投資は特別な選択肢ではありません。業界が先進技術による軽量化への移行を加速する中、競争力の高いベースライン要件となります。 アルミニウム合金 材料.

前の投稿
カーシートスタンピング部品: 品質と適合ガイド
次の投稿
金属プレス部品の種類と用途
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
