-
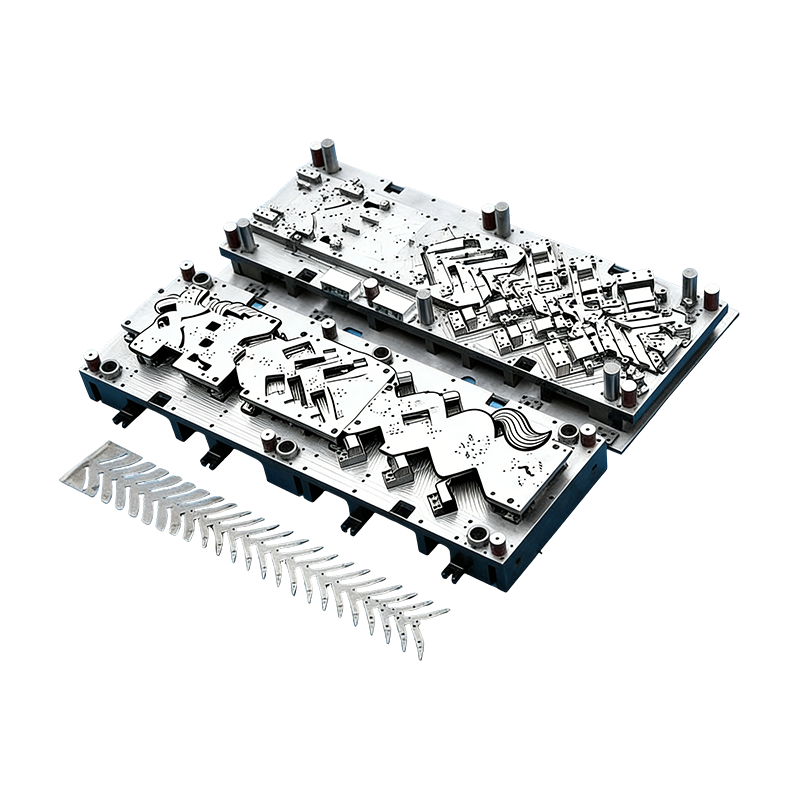
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
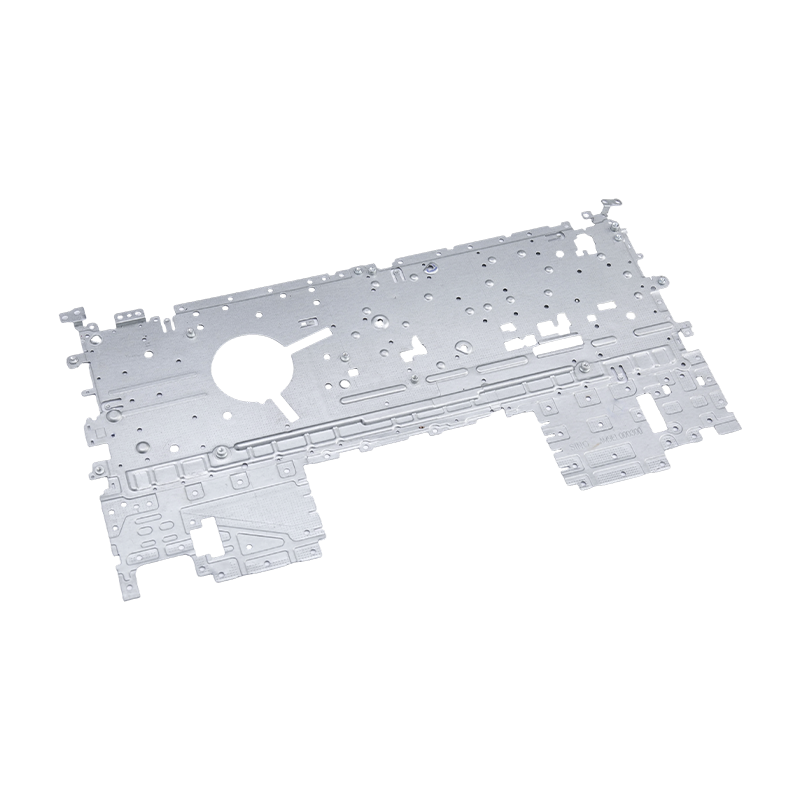
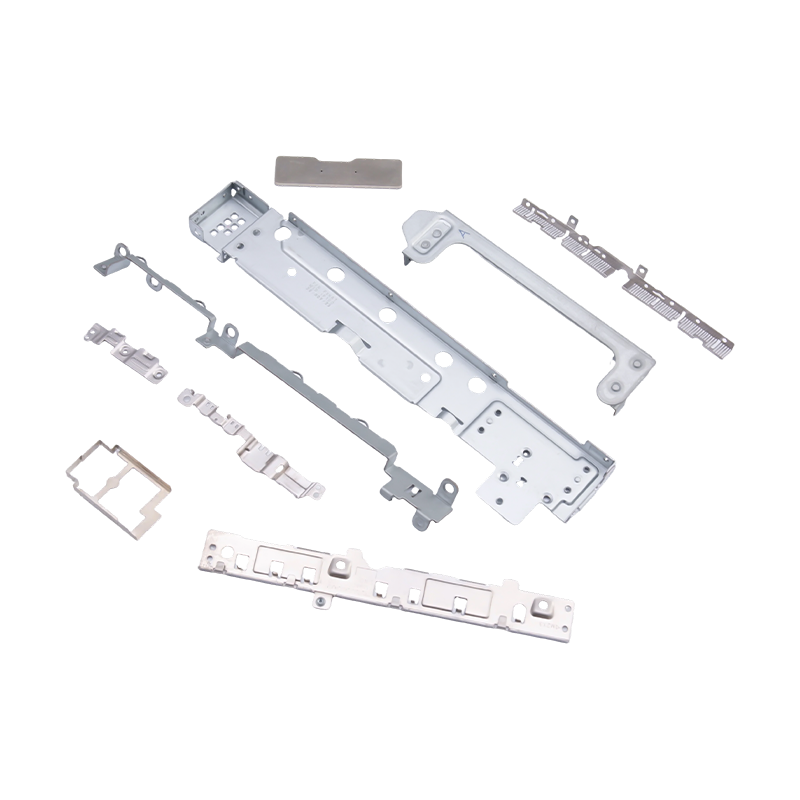
ノートパソコンのプレス部品
当社のラップトップ スタンピング部品は、ラップトップのシャーシ、ブラケット、内部構造アセンブリ...
-
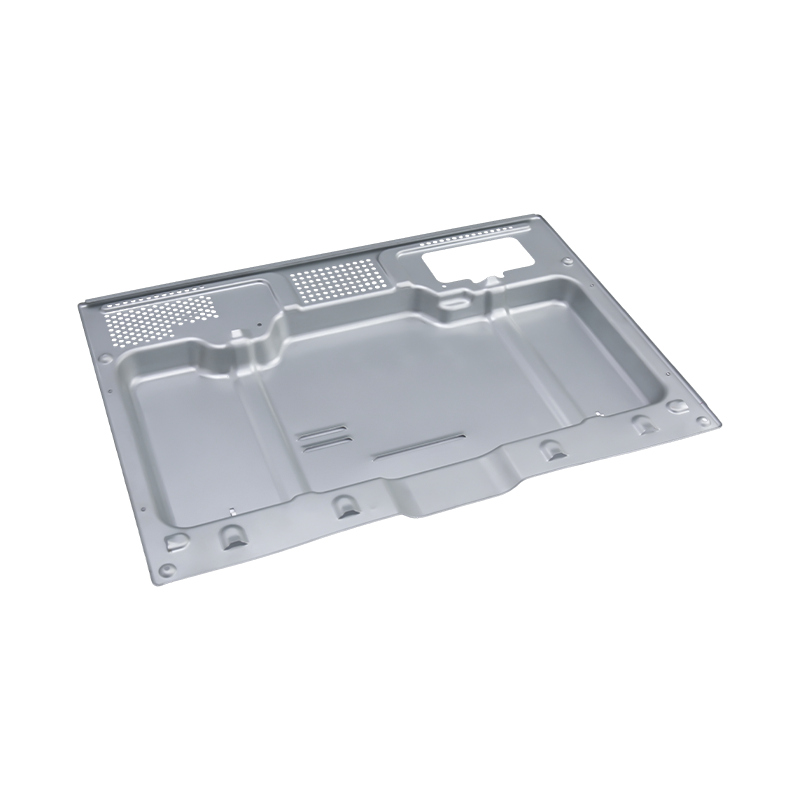
ハイエンドオーブンスタンピング部品
当社のハイエンド オーブン スタンピング部品は、高級家庭用および業務用オーブン向けに精密に製造...
-
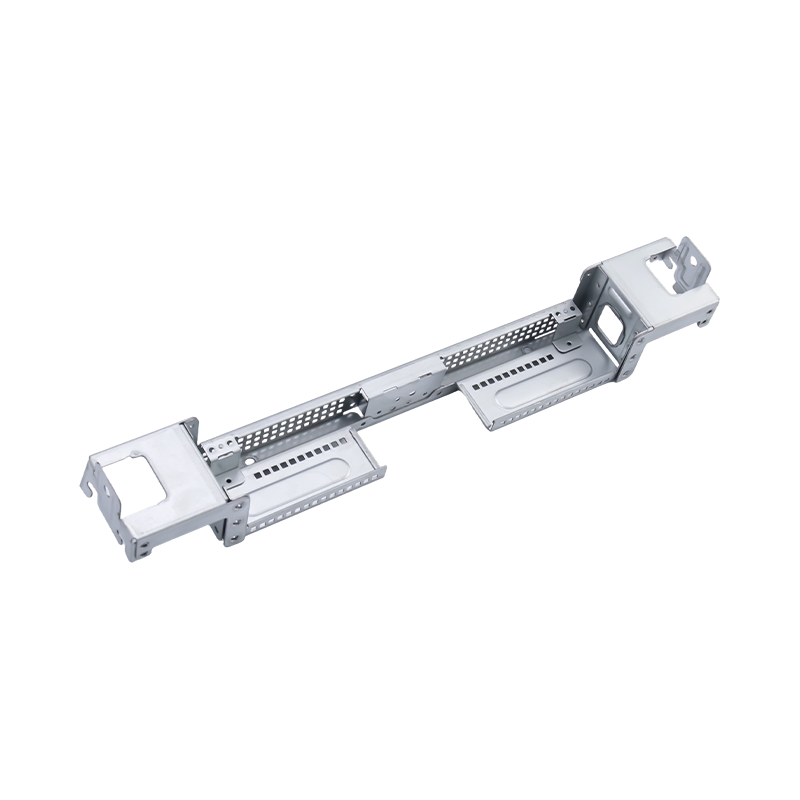
ハイエンド大型コンピュータプレス部品
当社のハイエンド大型コンピュータ スタンピング部品は、サーバー シャーシ、メインフレーム フレ...
-
ノートパソコンや携帯電話用の小型プレス部品
現代のポータブル電子機器に不可欠な内部コンポーネントとして、ラップトップや携帯電話用の小さなプ...
-
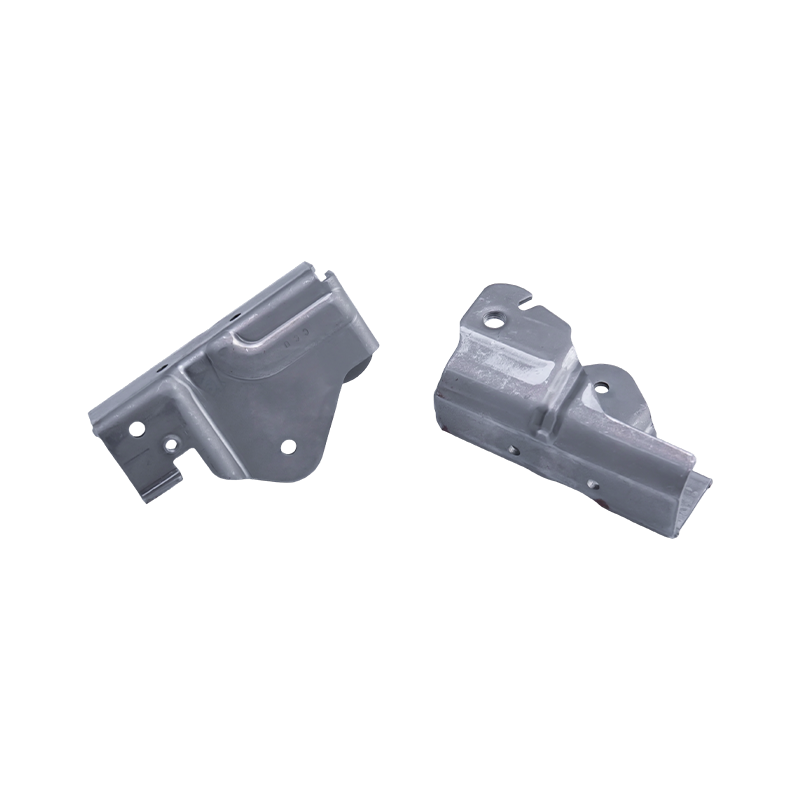
カーシートプレス部品
カーシートプレス部品は、自動車のシート骨格に合わせて高精度なプレス加工により製造される芯金部品...
金属プレス部品の種類と用途
2026-04-27
金属プレス部品とは何か、そしてなぜ精度が重要なのか
金属プレス部品 平らな金属シートストックにダイとパンチを通して制御された力を加えることによって製造されるコンポーネントであり、ブランキング、ピアッシング、曲げ、絞り、コイニングなどの操作を通じて原材料を正確な形状の構造要素および機能要素に変換します。形状を実現するために材料を除去する機械加工とは異なり、スタンピングでは金属を移動させて形成するため、切断段階で材料の無駄が実質的に発生せず、部品ごとに数分の一秒で測定できるサイクルタイムが可能になります。速度、再現性、寸法の一貫性の組み合わせにより、大量の板金部品が必要な場合には、金属スタンピングが主要な製造プロセスとなります。
精度は、工業グレードのスタンピングと一般的な板金加工を分ける決定的な特徴です。家庭用電化製品、自動車アセンブリ、家電製品などの用途では、プレス加工された部品は重要な寸法で±0.05 mm という厳しい公差を満たす必要があり、部品表面全体の平坦度の偏差は 0.1 mm 未満に制御されます。これらの仕様を数十万個の生産工程にわたって一貫して達成するには、ミクロンレベルの精度で設計された順送金型ツーリング、リアルタイムのトン数監視を備えたサーボ駆動プレスシステム、生産速度でバリの高さ、穴の位置の偏差、および表面欠陥を検出できるインラインビジョン検査が必要です。
金属プレス加工で加工される材料は多岐にわたります。冷間圧延鋼材 (SPCC、DC01)、電気亜鉛めっき鋼板、溶融亜鉛めっき鋼材、ステンレス鋼グレード 304 および 430、アルミニウム合金 1050 および 5052、銅合金、およびベリリウム銅はすべて、対象用途の機械的要件、耐食性要件、導電性要件に応じて日常的にプレス加工されます。材料の選択は、金型の摩耗率、スプリングバック動作、表面仕上げの品質、および完成したスタンピングに必要な下流の仕上げプロセス (めっき、陽極酸化処理、粉体塗装) に直接影響します。
電子スタンピング部品: 最新のデバイスの中心となる精度
電子プレス部品 金属プレス業界の中で最も技術的に要求の高い分野の 1 つです。プリント基板アセンブリ、コネクタ、端子、EMI シールド缶、バッテリー接点、スイッチ ハウジング、およびセンサー ブラケット用に製造されるコンポーネントは、ミリメートル未満の寸法精度と特定の電気的、熱的、および機械的性能特性を組み合わせる必要があり、そのすべてが競争の激しい家庭用電化製品市場の厳しいコスト制約の範囲内で行われます。
コネクタ端子とコンタクト スプリングは、製造が最も困難な電子スタンピング部品の 1 つです。厚さ 0.1 mm ~ 0.5 mm のリン青銅、ベリリウム銅、または黄銅のストリップストックから製造されるこれらの部品には、プロファイルのブランキング、スプリング形状の形成、および接触面の圧印加工を 1 回のプレス ストロークで同時に行う多段階順送金型が必要です。接触力、挿入/抜去サイクルの耐久性、および接触抵抗(通常、1,000 回の挿入サイクル後に 10 mΩ 未満が必要)は、一般的な材料証明書ではなく、アプリケーション固有のテスト プロトコルを通じて検証されます。
EMIシールド缶とRFエンクロージャ
EMI シールド缶は、厚さ 0.15 ~ 0.3 mm の洋白、冷間圧延鋼、またはステンレス鋼のシートから形成された薄壁の電子スタンピング部品です。その機能は、高密度の PCB 上の高速プロセッサ モジュール、無線通信 IC、および電源管理回路からの無線周波数放射を抑制することです。缶の周囲と高さの寸法精度は非常に重要です。着座フランジに 0.1 mm を超える隙間があると、1 GHz を超える周波数でシールド効果を 10 ~ 20 dB 損なう開口部が生じ、デバイスの無線性能が直接低下し、規制認証の不合格を引き起こす可能性があります。
バッテリー接点とスプリング端子
ポータブル デバイスのバッテリ接触スプリングは、バッテリの挿入および取り外しのサイクル寿命全体 (民生用デバイスの場合は通常 500 ~ 1,000 サイクル) にわたって一貫した接触力を提供する必要があります。このカテゴリの電子スタンピング部品は、ステンレス鋼またはリン青銅で製造され、接触先端に金またはニッケルメッキが施されています。ばねの形状 (カンチレバー、コイル状、または折り曲げられたもの) は、工具設計時の有限要素シミュレーションを通じて最適化され、バッテリー セルとハウジングの全寸法公差スタック全体にわたって接触力が指定された範囲 (通常 1 ~ 3 N) 内に留まるようにします。
ラップトップのスタンピング部品: 薄型アセンブリの構造精度
ノートパソコンのプレス部品 一般的な電子スタンピング部品とは異なる独自の一連の制約の下で動作します。ノートブックの薄型化、軽量化への絶え間ない推進により、現在ではシャーシの厚さは通常 14 mm 未満、システムの総重量は 1 kg 未満になっていますが、そのためには、最小の材料厚さで最大の構造的剛性を実現しながら、10 分の 1 ミリメートル単位で測定されるアセンブリの範囲内に収まる、プレス加工されたコンポーネントが求められています。
ヒンジ ブラケットは、ノートブックの設計の中で最も機械的に要求の高いラップトップのスタンピング部品の 1 つです。ヒンジ ブラケットは、引張強度が 600 MPa を超える高強度ステンレス鋼または冷間圧延鋼で形成されており、永久変形や表面亀裂を発生させることなく、蓋の開閉操作による繰り返し疲労負荷 (商用グレードのラップトップでは通常 20,000 ~ 30,000 サイクルと評価されています) に耐える必要があります。段階的にスタンピングを行い、続いてヒンジの穴の位置でコイニングを行うことにより、穴の直径と位置精度がヒンジ ピボット ピン アセンブリの厳しい締り嵌め要件を確実に満たします。
内部シャーシ補強ブラケット、マザーボード取り付けスタンドオフ、サーマル モジュール保持クリップ、およびキーボード バックプレート サポート フレームは、寸法積層管理が重要なラップトップ スタンピング部品の追加カテゴリです。システムレベルでの組立公差はミリメートル単位で測定されるため、手動調整なしでロボットによる組立を可能にするために、各スタンピングは一貫して個別の公差ウィンドウ (通常、穴の位置で ±0.1 mm、臨界嵌合で ±0.05 mm) を満たす必要があります。これらの部品には、耐食性と接地導電性の要件を満たすために、無電解ニッケルメッキ、黒色酸化処理、化成処理などの表面処理が施されています。
家電製品のプレス部品: 数十年にわたる使用に耐えるよう設計された耐久性
家電用プレス部品は、冷蔵庫、洗濯機、エアコン、電子レンジなどの構造・機能の中核となる部品です。製品寿命が 3 ~ 5 年であることが一般的な家庭用電化製品とは異なり、主要な家電製品は、湿度、温度サイクル、振動、洗剤による化学物質への曝露などを含む家庭環境で 10 ~ 15 年間連続使用できるように設計されています。これらの製品内のプレス加工された金属コンポーネントは、この耐久性の期待に適合する必要があります。
家電製品のスタンピング部品の材料選択は、この長寿命要件を反映しています。亜鉛メッキ鋼板 (溶融亜鉛メッキまたは電気亜鉛メッキ) は、結露や洗浄剤にさらされるインテリア パネルやシャーシ コンポーネントを腐食から保護します。ステンレス鋼グレード 430 は、美観と耐汚染性が最重要要件である洗濯機の目に見える外面と内部ドラムコンポーネントに指定されています。アルミニウム合金シート (通常は 3003 または 5052) は、軽量化と陽極酸化処理の適合性が優先される熱交換器のフィンや装飾的な前面パネルに使用されます。
構造上の役割: ブラケット、シャーシ、接続部品
家電製品アセンブリ内で、家電製品のスタンピング部品は 3 つの主要な構造機能を実行します。モーター取り付けブラケットは、内部モーター (冷蔵庫のコンプレッサー、洗濯機の駆動モーター、エアコン室内ユニットのファンモーター) を十分な剛性で機器のフレームに固定し、振動を遮断し、製品寿命全体にわたって留め具の位置での疲労破壊を防ぎます。シャーシのスタンピングは、機器本体を支持し、内部コンポーネントの重量を支え、すべての組み立て作業の参照元となる寸法データを提供する耐荷重骨格を形成します。接続部品は主要なサブアセンブリをリンクし、構造フレーム、ドア ヒンジ、コントロール パネル取り付け構造、および配管またはワイヤリング ハーネスの配線ブラケットの間で機械的荷重を伝達します。
アプライアンスグレードのスタンピングの品質管理要件
家電製品のプレス部品は、家庭用機器の長寿命化の要求に応えるため、生産時に厳しい品質検査が行われます。以下の検査パラメータは、受入検査、工程内管理ポイント、および最終合格時に定期的に検証されます。
- 平面度と形状精度: シャーシ パネルとブラケットの取り付け面は、定盤または CMM 治具上で検査され、平坦度が仕様内 (通常、パネル全長にわたって 0.3 ~ 0.8 mm) であることを確認し、アセンブリが適切にフィットしていることを確認し、締結点での応力集中を防ぎます。
- 耐食性: ISO 9227 に準拠した塩水噴霧試験 (用途に応じて 72 ~ 240 時間) により、コーティング システム (亜鉛メッキ、亜鉛メッキ、または粉体塗装) が意図した使用環境に対して適切な保護を提供していることを検証します。
- 重要な機能の寸法検証: 穴の直径、端から穴までの距離、組み立て境界面の曲げフランジ角度は、定義されたサンプリング周波数で光学コンパレーターまたは座標測定機によって測定され、生産工程全体を通じて部品が公差範囲内に留まっていることが確認されます。
- バリ高さ制御: 露出したエッジとパンチ穴のバリ高さ (通常は 0.1 mm 未満が必要) がチェックされ、配線の絶縁損傷、組み立て中の作業者の怪我、および機器の動作中に疲労亀裂を引き起こす可能性のある応力集中が防止されます。
スタンピングセグメント間のアプリケーション要件の比較
一般金属スタンピング部品、電子スタンピング部品、ノートパソコンスタンピング部品、家電スタンピング部品の 3 つの主要セグメントは、中核となる製造プロセスは同じですが、材料グレード、寸法公差、表面仕上げ、使用環境要件が大きく異なります。以下の表は、仕様と調達の決定をサポートするための主な違いをまとめたものです。
| 属性 | 電子プレス部品 | ノートパソコンのスタンピング部品 | 家電プレス部品 |
|---|---|---|---|
| 一般的な材料の厚さ | 0.1~0.5mm | 0.3~1.0mm | 0.5~2.5mm |
| 主要な資料 | リン青銅、ベリリウム銅、洋銀 | 高強度ステンレス鋼、冷間圧延鋼 | 亜鉛メッキ鋼板、ステンレス鋼430、アルミニウム合金 |
| 寸法許容差 | ±0.02~±0.05mm | ±0.05~±0.10mm | ±0.10~±0.30mm |
| 主なパフォーマンスの焦点 | 導電率、接触力、EMI減衰 | 疲労寿命、剛性、軽量化 | 耐食性、構造耐荷重 |
| 表面処理 | 金メッキ、ニッケルメッキ、錫メッキ | 無電解ニッケル、四三酸化鉄、化成処理 | 溶融亜鉛メッキ、粉体塗装、アルマイト処理 |
| 設計耐用年数 | 3~5年(消費サイクル) | 3~7年 | 10~15年 |

金属プレス部品の調達: サプライヤーにおいて何を評価すべきか
有能なスタンピングサプライヤーを選択するには、技術インフラストラクチャ、品質管理システム、生産能力を並行して評価する必要があります。検証済みのツーリング機能、工程内検査装置、および表面処理管理を備えていないサプライヤーからの最低単価の見積もりでは、手戻り、ライン停止、および現場での返品により、一貫して総コストが高くなります。次の基準は、構造化された評価フレームワークを提供します。
- 工具設計とメンテナンス能力: 社内の順送金型設計、CNC 工具室設備、および文書化された金型メンテナンス スケジュールは、仕分けに頼るのではなく工具資産を通じて部品の品質を管理できるサプライヤーの指標となります。
- プレス能力範囲: 25 トンのベンチ プレスから 400 トンのギャップフレームまたはストレートサイド プレスに及ぶサプライヤー群は、単一のソース関係内で繊細な電子スタンピング部品と重量のある家電スタンピング部品の両方を処理できる能力を示しています。
- 計測および検査インフラストラクチャ: 現場にある CMM 機能、光学コンパレータ、表面粗さ試験機、塩水噴霧試験室により、サプライヤーは目視検査のみに依存するのではなく、客観的な品質データを生成できることがわかります。
- 認証: ベースライン品質管理システムとしての ISO 9001:2015。自動車サプライチェーンへの参加に関する IATF 16949。環境管理のための ISO 14001 — 表面処理プロセスに規制化学物質が含まれる場合に特に関連します。
- 材料のトレーサビリティ: 製造バッチ記録にリンクされた工場証明書により、故障分析チームは現場の欠陥を特定の材料の熱や加工実行にまで遡って追跡できます。これは、規制された最終市場に供給されるラップトップ スタンピング部品や電子スタンピング部品にとって、交渉の余地のない要件です。
前の投稿
軽量・高精度 EVのボディパネル革新を牽引する深絞り金型戦略
次の投稿
ボディパネルからバッテリーケースまで: 自動車の深絞り金型を支えるエンジニアリング
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
