-
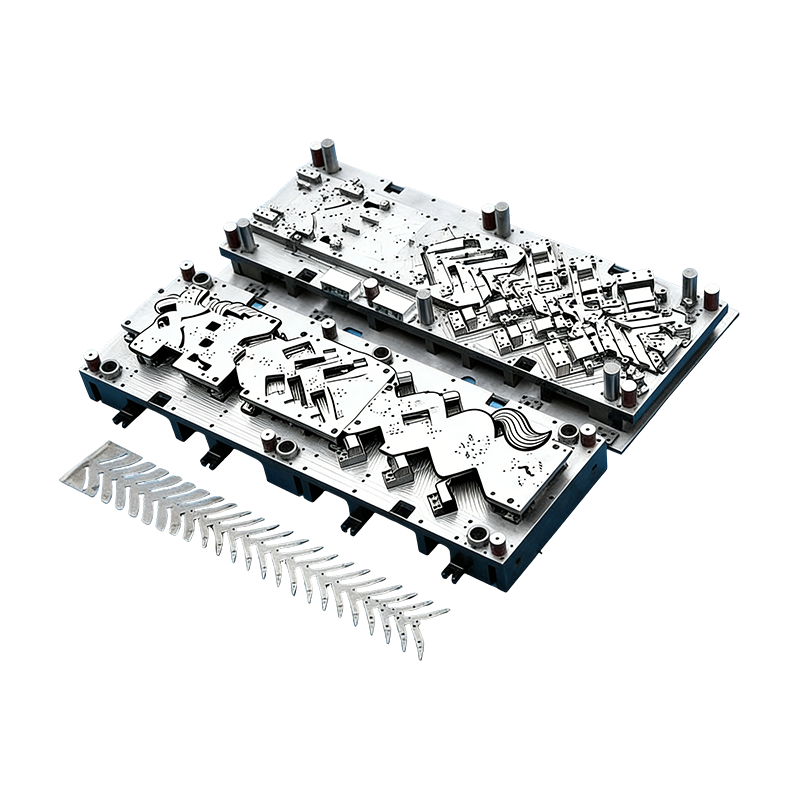
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
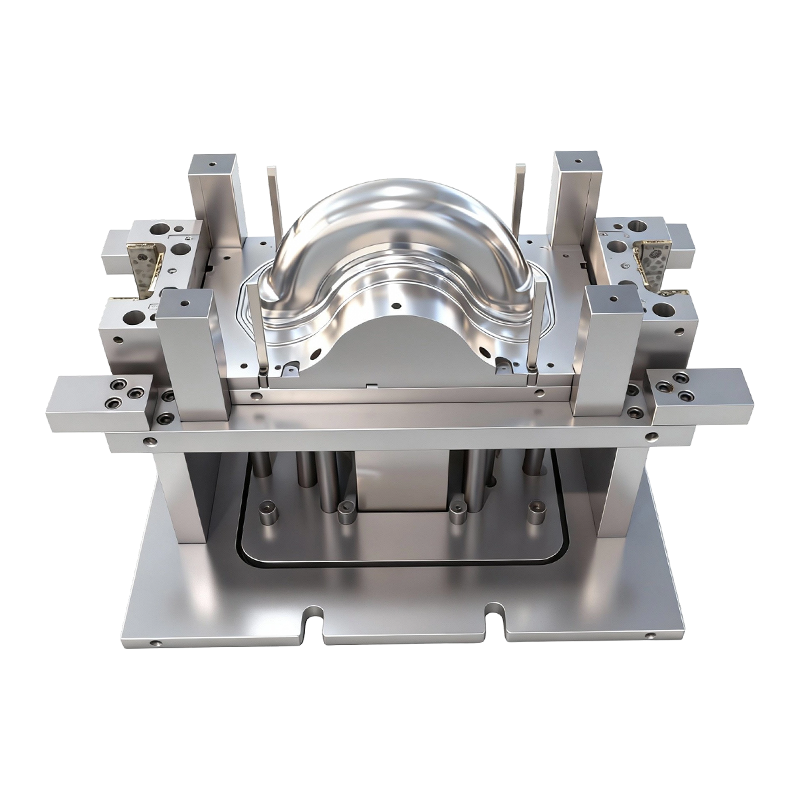
電動二輪車前後輪用深絞り金型
この電動二輪車前輪・後輪用深絞り金型は、電動二輪車の金属製前輪・後輪を製造するための専用工具で...
-

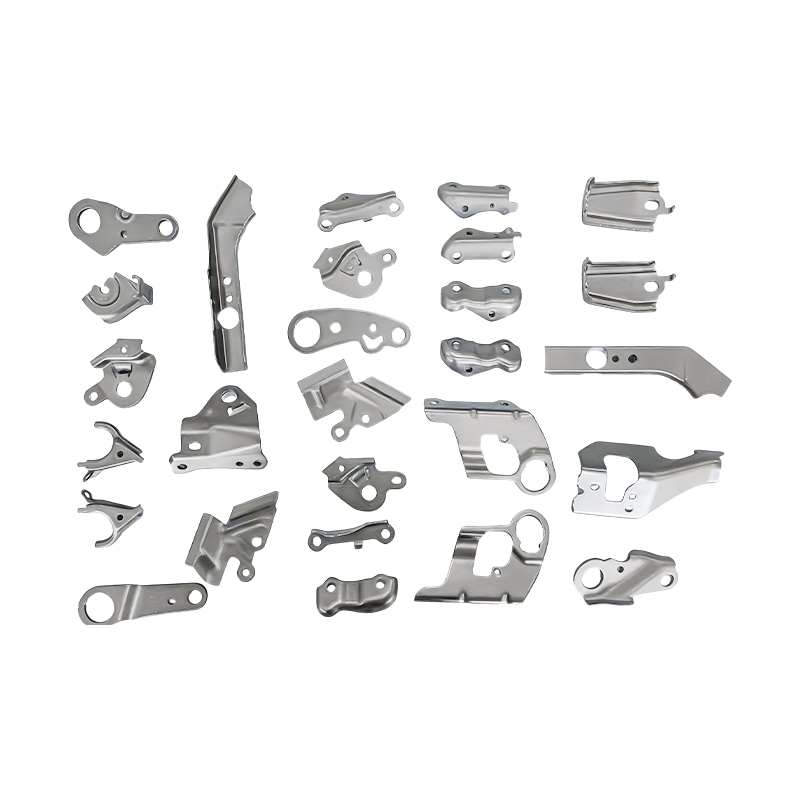
自動車モーターハウジングプレス部品
自動車モーターハウジングプレス部品は、自動車モーターを固定・保護するための中核部品であり、高精...
-
小型自動車部品順送金型プレス部品
当社の小型自動車部品順送金型プレス部品は、自動車補助システム向けに調整された精密設計コンポーネ...
-
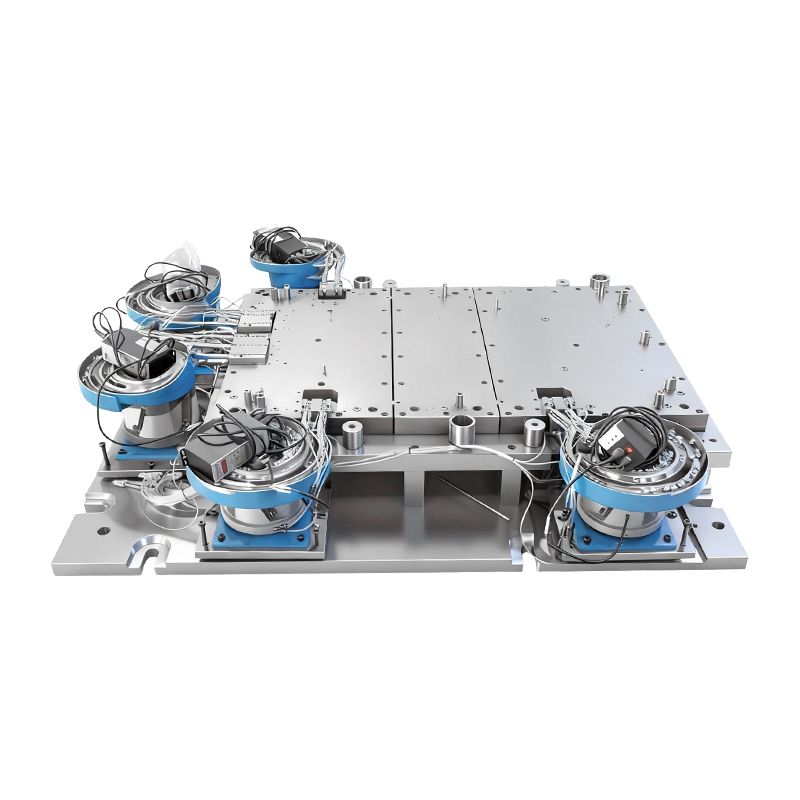
大型コンピュータマシンベース用自動リベット金型
この大型コンピューターマシンベース用の自動リベット金型は、ロボットアームとシームレスに統合され...
ボディパネルからバッテリーケースまで: 自動車の深絞り金型を支えるエンジニアリング
2026-04-21
自動車用スタンピング金型とは何ですか、またどのように機能しますか
自動車用プレス金型 制御された塑性変形を通じて平らな金属シートを複雑な 3 次元コンポーネントに成形するために使用される精密ツーリング システムです。色々な種類がある中で、 絞り金型 そして 深絞りダイス ドアの外側パネルやフードからバッテリーエンクロージャーや構造補強材に至るまで、中空またはカップ状の部品を製造するのに最も重要です。
深絞りプロセスは、パンチを使用して平らな金属ブランクをダイキャビティに押し込むことによって行われ、ブランクホルダーは制御された力を加えて金属の流れをガイドし、欠陥を防ぎます。浅い成形とは異なり、深絞りでは、一般に 2.5:1 を超える絞り比 (ブランク直径とパンチ直径の比) が得られ、幅に対して大幅に深い部品の製造が可能になります。この機能は、複雑な形状と構造的完全性が共存する必要がある自動車用途には不可欠です。
完全なダイ アセンブリには通常、次の 4 つの主要コンポーネントが含まれます。
- の パンチ 、金属ブランクをキャビティ内に下方に物理的に変形させます。
- の 死ぬ 成形品の外形と寸法を規定する(雌型)
- の ブランクホルダー 、板金フランジに調整可能な圧力を加えて材料の流れを管理します。
- の 死ぬ set (ベースとガイドのアセンブリ)、生産サイクル全体にわたって正確な位置合わせと再現性を保証します。
これらのコンポーネントは、通常次の許容差レベルに保たれて設計する必要があります。 ±0.02mm 、年間数十万個の部品に達する可能性がある大量生産の実行全体で寸法精度を保証します。
高性能深絞りダイスの主要な設計基準
自動車用途に効果的な深絞り金型を設計するには、複数の競合するエンジニアリング要求のバランスを取る必要があります。不適切な設計は、亀裂、しわ、スプリングバック、または早期の工具摩耗につながります。これらはすべて、生産コストとダウンタイムを直接増加させます。以下のパラメータは、一貫した欠陥のない出力を実現するために重要です。
ブランクホルダー力制御
ブランク ホルダー力 (BHF) は、深絞りプロセスにおいて最も影響力のある変数の 1 つです。 BHF が不十分であると、板金が内側に流れるときに座屈し、しわができます。過剰な BHF は材料の流れを制限し、パンチ半径での引き裂きや亀裂の原因となります。モダン 自動車用プレス金型 ストローク サイクル全体にわたって圧力を動的に調整できる油圧式またはサーボ制御のブランク ホルダーを使用します。多くの場合、成形深さと材料の種類に応じて最大力の 20% から 80% まで変化します。
表面仕上げと摩擦低減
金属シートと接触する金型表面は、摩擦による薄化やかじりを最小限に抑えるために、非常に滑らかな仕上げを達成する必要があります。高性能のための業界標準 深絞りダイス の表面粗さが必要です Ra≦0.05μm 、研磨、硬質クロムメッキ、または TiCN や DLC (ダイヤモンドライク カーボン) などの物理蒸着 (PVD) コーティングによって実現されます。これらのコーティングは工具寿命を大幅に延長し、量産環境での交換間隔を短縮します。
モジュラーツールアーキテクチャ
モジュール式金型構造により、金型全体を交換する必要がなく、パンチ、インサート、ブランク ホルダー セグメントなどの個々のコンポーネントを独立して交換できます。共有プラットフォーム上で複数のモデル バリアントを実行している自動車 OEM にとって、モジュール化により工具への投資が 25 ~ 40% 削減され、切り替え時間が数時間から数分に短縮されます。この設計アプローチにより、メンテナンスのスケジュール設定も簡素化され、エンジニアリング変更指示 (ECO) への迅速な適応が可能になります。
従来の車両と電気自動車でのアプリケーション
深絞りの基本的な仕組みは一貫していますが、従来の車両と電気自動車 (EV) の特定の要件は、材料、形状、構造上の優先順位の違いを反映して大幅に異なります。
| パラメータ | 伝統的な乗り物 | 電気自動車 |
|---|---|---|
| 主な材料 | 軟鋼、HSLA鋼 | アルミニウム合金、マグネシウムアルミニウム合金 |
| 代表的な絞り率 | 1.8:1 – 2.2:1 | 2.5:1以上 |
| 主要な成形コンポーネント | ドアパネル、ボンネット、トランクリッド | バッテリーケース、モーターハウジング、フロアトレイ |
| 公差要件 | ±0.05mm(ボディパネル) | ±0.02mm(電池ケース) |
| 金型材料の挑戦 | 鋼成形用の耐摩耗性 | 軟質合金によるかじり防止 |
EV 特有のアプリケーションの場合、 絞り金型 マグネシウム - アルミニウム合金のバッテリーケース用に設計されたバッテリーは、特有の課題に直面しています。これらの軽量合金は鋼よりも延性が低く、スプリングバックや表面の傷がつきやすくなります。これらのコンポーネントの金型は、通常、材料の流れを改善するために加熱工具 (200 ~ 300 °C で温間成形) を使用して設計されており、金型構造に統合された特殊な潤滑剤供給チャネルにより、長期間の生産工程にわたって一貫した摩擦条件を維持します。
金型エンジニアリングにおけるシミュレーション技術とインテリジェントモニタリング
モダン 自動車用プレス金型 物理的なツールが製造される前に、高度なシミュレーション プラットフォームと連携して開発されます。 AutoForm、Pam-Stamp、LS-DYNA などのツールを含む有限要素解析 (FEA) ソフトウェアを使用すると、エンジニアは成形プロセス全体を仮想的にシミュレートし、薄化分布、しわの危険ゾーン、スプリングバックの大きさ、ブランク ホルダーの圧力要件を高精度で予測できます。
複雑な深絞りコンポーネントの一般的なシミュレーション ワークフローには、次のものが含まれます。
- 材料特性評価の入力 — 特定の合金および焼き戻しの降伏強さ、n 値 (ひずみ硬化指数)、r 値 (塑性異方性比)
- 成形限界線図 (FLD) 解析 — 成形部品内の安全ゾーン、限界ゾーン、故障ゾーンの特定
- スプリングバック補償モデリング — 弾性回復を予測し、最終的なネット形状を達成するために金型形状を事前補正する
- ダイ・トライアウトの仮想反復 — 物理的な試用サイクルを部品ごとに 10 ~ 15 から 5 未満に削減し、時間と材料費を大幅に節約します
設計を超えて、インテリジェントな監視システムが生産現場に組み込まれることが増えています 深絞りダイス 自分たち自身。圧電力センサーはブランクホルダーの力の分布をリアルタイムで測定し、アコースティックエミッションセンサーは欠陥のある部品が製造される前にかじりや材料の亀裂の初期の兆候を検出します。これらのセンサーからのデータは製造実行システム (MES) に入力され、プレス パラメーターを動的に調整する閉ループ プロセス制御が可能になり、材料バッチの特性がコイル ロット間で異なる場合でも寸法安定性を維持できます。
長い工具寿命を実現する材料の選択と表面処理
の耐用年数 絞り金型 自動車の大量生産においては、重要な経済要素です。一般的なボディ パネルのダイ セットは、大規模な改修が必要になるまでに 500,000 ~ 1,000,000 個の部品を生産すると予想されます。これを実現するには、ワーク材質や生産量に応じた金型材質や表面処理を厳選する必要があります。
自動車のスタンピングに使用される一般的な金型材料には次のものがあります。
- ダクタイル鋳鉄(GGG70L) — 低~中量の金型に費用対効果が高く、機械加工性は良好ですが硬度は低くなります (処理後 58 ~ 62 HRC)
- 工具鋼(D2、DC53) — より高い硬度と耐摩耗性があり、大量の鋼成形金型に適しています
- 超硬インサート — ダイの半径やドロービードなどの摩耗の激しい接触ゾーンに適用され、工具鋼単独と比較して局所的な耐用年数が 3 ~ 5 倍延長されます。
- アルミニウム青銅合金 — アルミニウムまたはマグネシウムのワークピースを形成する金型に使用され、異種材料の組み合わせによるかじりを防止します
機械加工後の表面処理と熱処理により、さらに性能が向上します。窒化処理により、中心部の靭性を維持しながら、表面硬度が 70 HRC に向上します。 TiAlN などの PVD コーティングは、3,000 HV を超える硬度を提供し、摩擦係数を約 0.15 から 0.05 未満に低減します。これは、肉厚の均一性がバッテリー ケースのシーリングと構造性能にとって重要である EV 軽量コンポーネントの薄肉化の削減に直接つながります。
自動車用プレス金型を軽量化と高強度化のトレンドに適応させる
自動車業界の軽量化への移行は、EVの航続効率と排出ガス規制の両方によって加速しており、自動車に課される要求を根本的に再構築しています。 自動車用プレス金型 。引張強度が 1,000 MPa を超える高度な高張力鋼 (AHSS)、および 6xxx および 7xxx シリーズのアルミニウム合金が、構造用途において従来の軟鋼に取って代わることが増えています。これらの材料には、従来のものと比較して、大幅に高い成形力、より正確な BHF 制御、および強化されたスプリングバック補償戦略が必要です。
この進化する市場に金型を供給するメーカーにとって、対応は多方面にわたるものでした。金型構造は、たわみによる寸法誤差を発生させることなく、増加した成形負荷に耐えられるよう、より高い剛性を備えて再設計されています。冷却および加熱チャネルが金型本体に統合され、アルミニウムおよびボロン鋼の温間または熱間成形が可能になります。また、部品の複雑さが増すにもかかわらず、シミュレーション主導のトライアウト プロセスにより開発スケジュールが圧縮されています。
最終的には、 深絞りダイス 次世代の自動車および EV コンポーネントでは、より厳しい公差、より長い耐用年数、より迅速なセットアップ、およびより幅広い先進材料との互換性を同時に実現する必要があります。このバランスを達成するには、精密製造、高度なコーティング、リアルタイムのプロセス監視、材料科学の専門知識を組み合わせた統合エンジニアリング アプローチが必要です。これにより、深絞り金型技術が自動車業界の変革の中核を担うものとなります。

前の投稿
金属プレス部品の種類と用途
次の投稿
電子プレス部品においてアルミニウム合金が鋼に取って代わられるのはなぜですか?
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
