-
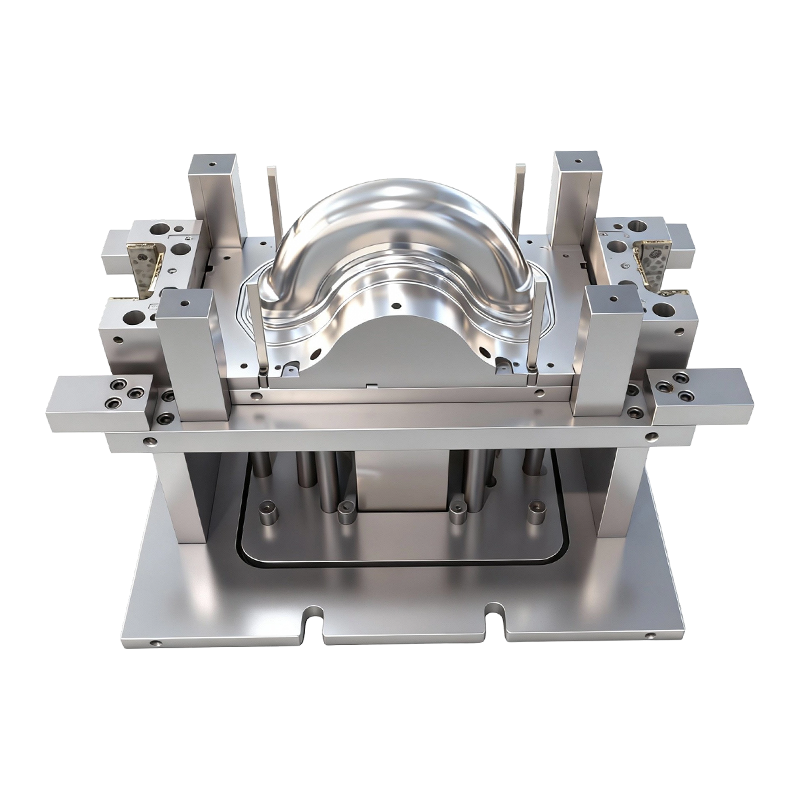
電動二輪車前後輪用深絞り金型
この電動二輪車前輪・後輪用深絞り金型は、電動二輪車の金属製前輪・後輪を製造するための専用工具で...
-
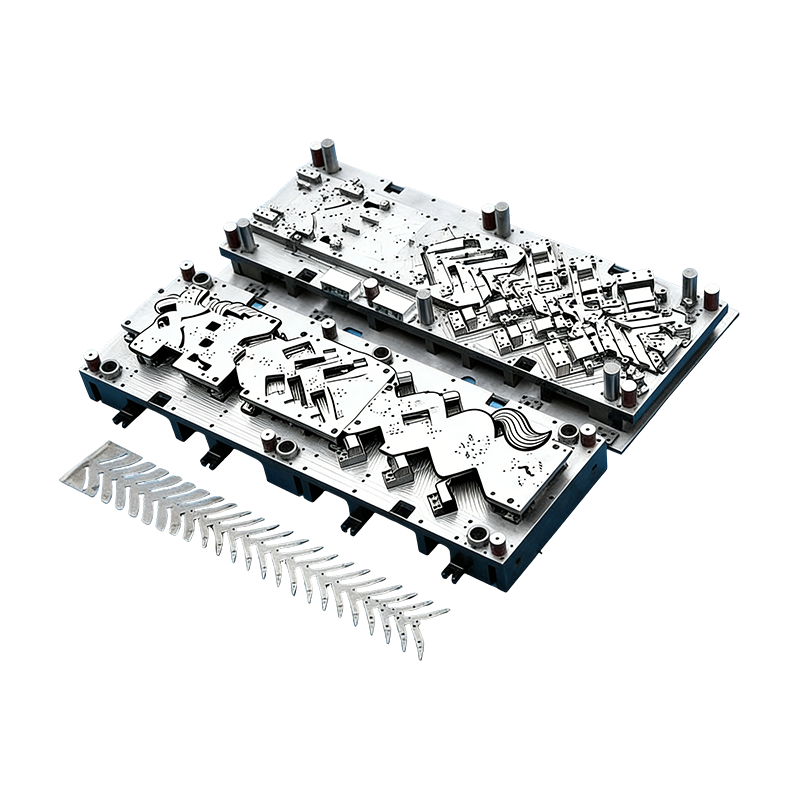
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
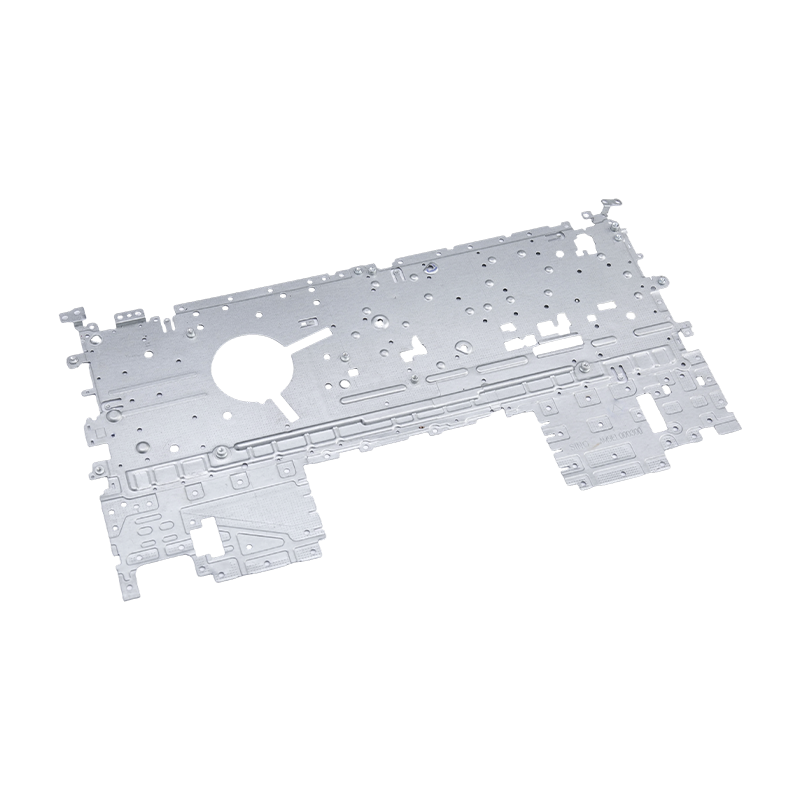
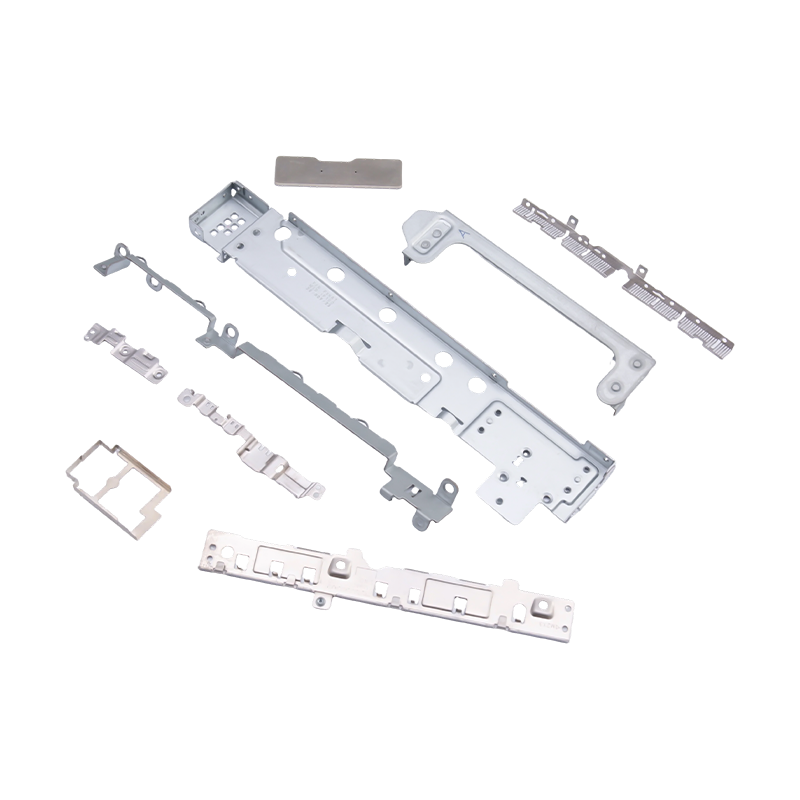
ノートパソコンのプレス部品
当社のラップトップ スタンピング部品は、ラップトップのシャーシ、ブラケット、内部構造アセンブリ...
-
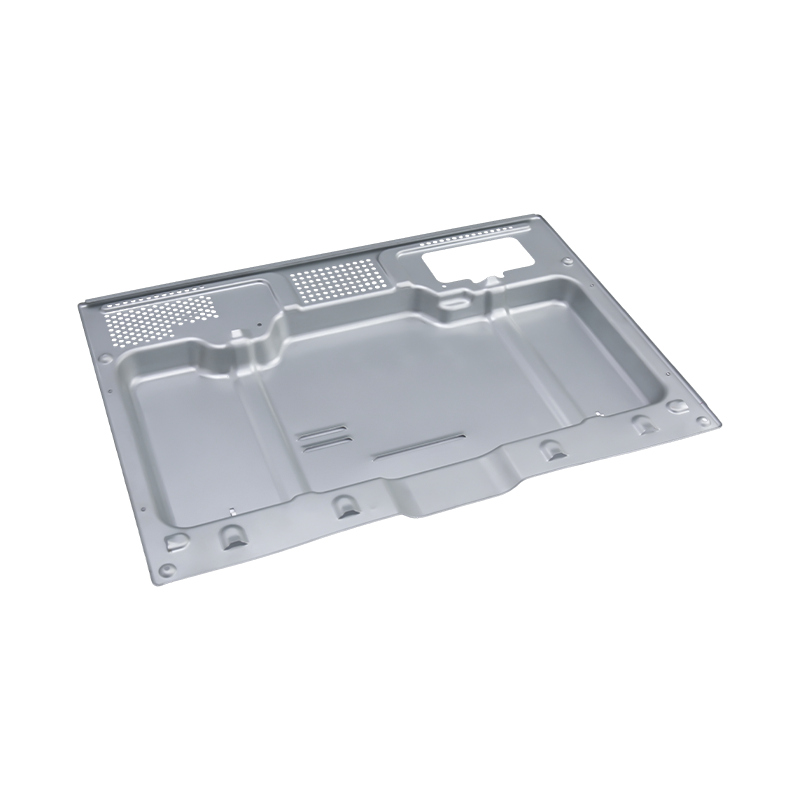
ハイエンドオーブンスタンピング部品
当社のハイエンド オーブン スタンピング部品は、高級家庭用および業務用オーブン向けに精密に製造...
-
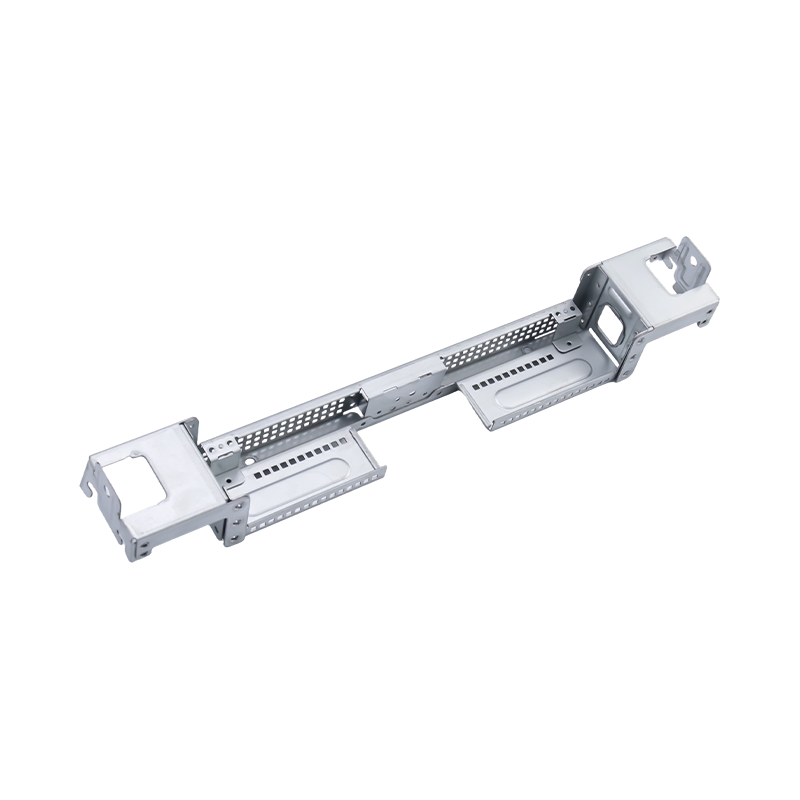
ハイエンド大型コンピュータプレス部品
当社のハイエンド大型コンピュータ スタンピング部品は、サーバー シャーシ、メインフレーム フレ...
-
ノートパソコンや携帯電話用の小型プレス部品
現代のポータブル電子機器に不可欠な内部コンポーネントとして、ラップトップや携帯電話用の小さなプ...
金属プレスおよび絞り部品ガイド
2026-03-23
金属プレス部品とは何ですか、またどのように作られるのか
金属プレス部品 は、焼入れ工具鋼の金型を使用して、スタンピング プレスを通じて制御された力を加えて所定の形状に金属板を変形させることによって製造される、精密成形された金属コンポーネントです。このプロセスには、ブランキング、ピアシング、曲げ、成形、コイニング、エンボス加工などの一連の操作が含まれており、これらは 1 段階の金型で個別に実行することも、単一のプレス ストロークで複数の操作を完了する順送金型またはトランスファ金型で組み合わせて実行することもできます。その結果、オペレータのスキルではなく金型の設計によって完全に決定される、一貫した形状、厳しい寸法公差、および表面仕上げ特性を備えた部品が得られ、スタンピングは製造業者が利用できる最も再現性と拡張性の高い金属成形プロセスの 1 つとなっています。
金属プレス部品の経済性は、大量生産における金型の償却によって決まります。工具への投資が行われると、プレス加工されたコンポーネントの 1 個あたりのコストは量に応じて急速に減少するため、数千または数百万の同一の金属コンポーネントを必要とするあらゆる用途において、プレス加工が主要な成形プロセスとなります。年間数百万台を生産する家電メーカーや数十万台のモデルを生産する自動車 OEM にとって、機械加工や鋳造よりもスタンピングの部品あたりのコストの利点は決定的です。一貫した厚さと厳しい公差は金型の形状によって自動的に維持され、精度の低い製造方法で手作業による検査や選別が必要となる寸法のばらつきを排除します。
金属絞り部品製品: プロセス原理と機能
金属絞り部品製品は、深絞り加工によって製造されます。これは、平らなシートメタルブランクがパンチの機械的作用によって成形ダイに放射状に絞り込まれ、直径を超える深さを持つ中空のシームレスなコンポーネントを作成するスタンピングサブプロセスです。深絞り加工は、ほぼすべての製造業界において、円筒形の缶、カップ、シェル、ハウジング、エンクロージャーの背後にあるプロセスです。材料をせん断したり折り曲げたりする曲げ加工やブランキング加工とは異なり、深絞り加工では、フランジ領域からダイキャビティへの材料の流れを制御することで金属を塑性変形させ、材料を除去することなく平らなシートを三次元形状に変換します。
金属絞り部品製品の品質は、ブランクホルダーの力、パンチ速度、潤滑、材料の延性、絞り比(ブランク直径とパンチ直径の関係)など、いくつかの相互作用するプロセスパラメータの正確な管理に依存します。中間アニーリングを行わずに材料の制限延伸比を超えると、しわ、裂け、または肉厚の不均一が発生し、部品が使用できなくなります。最新の深絞り加工では、金型設計中に有限要素シミュレーションを使用して、工具を切断する前に材料の流れを予測し、プロセス パラメーターを最適化することで、経験的な試行錯誤のアプローチに伴う開発時間とスクラップを大幅に削減します。
スタンピングと深絞りの主な違い
- 部品の形状 — 金属プレス部品は通常、単一のプレス ストロークで製造される平らなまたは浅い形状の部品ですが、金属絞り部品製品は、1 つまたは複数の絞り段階にわたる漸進的な材料フローによって製造される中空の 3 次元シェルです。
- 材料応力状態 — スタンピングでは、主に材料にシート面内で引張、圧縮、または曲げ応力がかかります。深絞り加工では、壁では引張、フランジでは圧縮という複雑な二軸応力状態が生成され、成形を成功させるには、高い伸びと低い降伏対引張強度比を備えた材料が必要です。
- ツールの複雑さ — 深絞りダイには、パンチとダイの間の正確なクリアランス制御、ブランク ホルダー システム、および深深コンポーネントの複数の再絞りステージが必要なため、工具が平坦成形部品の同体積のスタンピング ダイよりも複雑でコストがかかります。
- 表面仕上げ要件 — 家電製品のハウジングや化粧品のパッケージなど、目に見える用途で使用される金属絞り部品製品には、工具跡、かじり、絞り表面のオレンジの皮のような質感を防ぐため、慎重な潤滑管理と金型表面の仕上げが必要です。
金属のプレス加工および絞り加工に使用される材料
金属プレス部品の材質選定と 金属絞り部品製品 これは、コンポーネント開発プロセスにおいて最も重要な決定の 1 つです。選択した材料は、用途の機械的特性要件、スタンピングまたは絞り加工プロセスの成形性要件、完成部品の表面仕上げ要件、および製造プログラムのコスト制約を満たさなければなりません。以下の材料は、産業分野全体でプレス加工および絞り加工されたコンポーネントの大部分を占めています。
| 材質 | 主要なプロパティ | 代表的な用途 |
| 低炭素鋼(DC01~DC06) | 成形性に優れ、低コスト、溶接可能 | アプライアンスパネル、ブラケット、ボディ補強材 |
| 高張力鋼(HSS/AHSS) | 高い降伏強度、衝突エネルギー吸収性 | 自動車の構造および安全コンポーネント |
| 亜鉛メッキ・電気亜鉛メッキ鋼板 | 耐食性、塗装可能 | 洗濯機槽、冷蔵庫枠 |
| ステンレス鋼(304、430) | 耐食性、衛生的な表面 | 家電インナーライナー、食品機器 |
| アルミニウム合金(1xxx、3xxx、5xxx) | 軽量、耐腐食性 | 自動車のボディパネル、熱交換器 |
| 銅と真鍮 | 導電性、成形性 | 電気接点、コネクタ、端子 |
家電製造における金属プレス部品
家電製造は、金属プレス部品の最大規模かつ最も要求の厳しいアプリケーション分野の 1 つです。冷蔵庫、洗濯機、エアコン、食器洗い機、調理器具など、あらゆる主要な家電カテゴリには、構造的、機能的、美的役割を同時に果たす数十から数百のプレス加工されたコンポーネントが含まれています。スタンピングによって実現される寸法の一貫性は、複数のサプライヤーからのコンポーネントを高速生産ラインで厳しい組み立て公差内で組み合わせる必要がある家電製品の組み立てにおいて不可欠です。
冷蔵庫
冷蔵庫のドアフレームは、家電製造において最も寸法的に重要なプレス部品の 1 つです。ドアフレームは、その周囲全体にわたってドアガスケットとの一貫した接触を確保するために、厳しい公差内で平面度と真直度を維持する必要があります。これは冷蔵庫のエネルギー効率評価に直接関係する要件です。寸法の偏差によってガスケットの隙間が生じると、冷気の漏れが発生し、コンプレッサーの稼働時間が増加し、認定定格を超えるエネルギー消費が発生します。スタンピングは、大量生産全体にわたってこれらの公差を一貫して保持できるため、この用途で唯一実用的な製造方法となります。
洗濯機
洗濯機の内槽ブラケットは、槽、ドラム ベアリング、モーター アセンブリ間の正確な位置関係を維持しながら、重大な動的負荷 (脱水サイクル中の遠心力は数百キログラムに達する場合もあります) に耐える必要があるプレス部品です。ブラケットの寸法精度は高速回転時の振動バランスに直接影響し、騒音レベル、ベアリング寿命、機械全体の構造疲労寿命を決定します。一貫した厚さと厳しい公差で製造されたプレス加工されたブラケットにより、各ユニットの個別のバランス調整が必要となる組み立てのばらつきが排除されます。
エアコン
エアコンのシャーシには、コンプレッサー、ファンモーター、熱交換器、電装部品の安定した耐荷重と正確な取り付けを実現するプレス部品が使用されています。シャーシは、輸送、設置、コンプレッサーやファンによる長年の振動による機械的ストレスを通じて、その寸法形状を維持する必要があります。一貫した肉厚を持つ打ち抜き鋼製シャーシは、機械加工や鋳造の代替品にコストをかけることなく、これらの用途に必要な重量剛性比を実現します。
自動車用途: 安全性、精度、パフォーマンス
自動車分野では、寸法精度と材料の完全性が交渉の余地のない要件となるため、金属プレス部品は安全性と性能にとって極めて重要です。自動車のスタンピング仕様は製造業界の中でも最も厳しく、安全性が重要な部品の寸法公差は 10 分の 1 ミリメートル単位で測定され、材料特性要件はサンプリング検査ではなく統計的プロセス管理によって検証されます。
ブレーキおよびサスペンション部品
ブレーキ キャリパー コンポーネントは、自動車分野における金属プレス部品の最も要求の厳しい用途の一部です。キャリパーブラケットと取り付けハードウェアは、正確なパッドの位置合わせ、均等なクランプ力の配分、および動作温度と負荷の全範囲にわたって一貫したブレーキ性能を保証するために、正確な形状を維持する必要があります。スタンピングの高い寸法精度 (生産工具の重要なフィーチャでは通常 ±0.1 mm 以上) は、自動車製造が要求する量とコストでこれらの要件を満たします。ブレーキコンポーネントの指定された形状からの逸脱は、ブレーキ性能のばらつきに直接変換され、車両の安全性認証に影響を与えます。
シート構造とボディ補強
シートブラケットとボディパネルの補強材は、衝突性能試験における厳しい自動車安全基準を満たすために、スタンピングの高い寸法精度に依存しています。シート ブラケットは、乗員拘束システムが設計どおりに機能するように、正面衝突や側面衝突で発生する極端な力の下でも荷重経路の完全性を維持する必要があります。ドアイントルージョンビーム、Bピラーインサート、フロアトンネル補強などのボディパネル補強材は、制御された変形を通じて衝突エネルギーを吸収する先進的な高張力鋼スタンピングで製造されることが増えており、この動作は正確な材料厚さの一貫性と形状精度に大きく依存します。これらの安全性が重要な用途にわたる金属プレス部品の多用途性により、金属プレス部品は自動車分野における信頼性が高くコスト効率の高い製造に不可欠となっています。
プレス生産における品質管理と公差管理
大量のスタンピング生産全体で寸法の一貫性を維持するには、金型の設計から始まり、生産のあらゆる段階を通して継続される品質管理への体系的なアプローチが必要です。組み立てギャップの削減、生産コストの削減、製品の耐久性の向上など、金属スタンピング部品の組み立てにおける価値を高める寸法精度は、スタンピングプロセスによって自動的に得られるものではありません。これは、生産工程全体にわたって一貫して適用される規律あるプロセス制御の結果です。
- 初品検査(FAI) — 量産を開始する前に、三次元測定機 (CMM) を使用して最初の製造部品を設計図面と照合して完全な寸法検証を行い、金型が公差内で部品を製造していることを確認します。 FAI データは、その後の生産変動を測定するためのベースラインを提供します。
- 統計的プロセス管理 (SPC) − 管理図を使用して製造中の重要な寸法を継続的に監視することで、公差外の部品が製造される前にプロセスのドリフトを特定し、事後対応的なスクラップ生成ではなく、予防的な工具調整が可能になります。
- 金型メンテナンススケジュール — 特に刃先、曲げ半径、ドロービードにおける進行性の金型の摩耗は、部品の寸法に直接影響します。部品数に基づいて構造化された金型のメンテナンス間隔と、各間隔での寸法検証により、工具の摩耗によって引き起こされる公差のドリフトが組み立てられた製品に及ぶのを防ぎます。
- 材料の入荷検査 — 板金の厚さのばらつき、降伏強度のばらつき、および表面の状態はすべて、スタンピング部品の寸法とスプリングバックの動作に影響します。認証された工場試験レポートと統計的サンプリングによる物理的特性のサンプリングによる入荷材料の検証により、材料に起因する寸法変動がプロセスに入るのを防ぎます。
-

前の投稿
自動車部品用深絞り金属プレス金型のご案内
次の投稿
自動車および家電製品用の金属プレス部品: プロセス、材料、品質基準
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
