
-

自動車モーターハウジングプレス部品
自動車モーターハウジングプレス部品は、自動車モーターを固定・保護するための中核部品であり、高精...
-
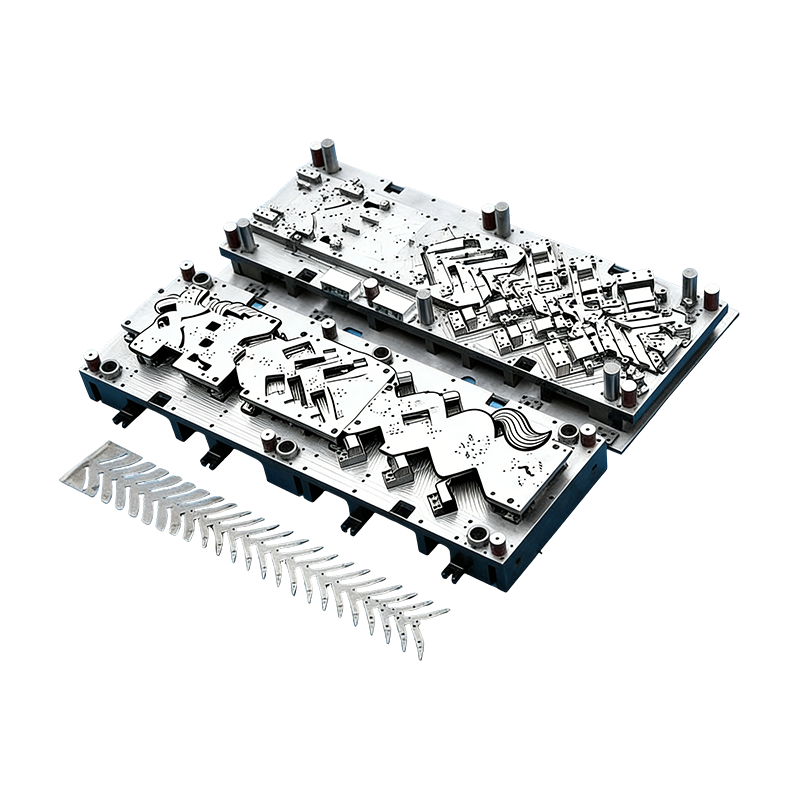
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
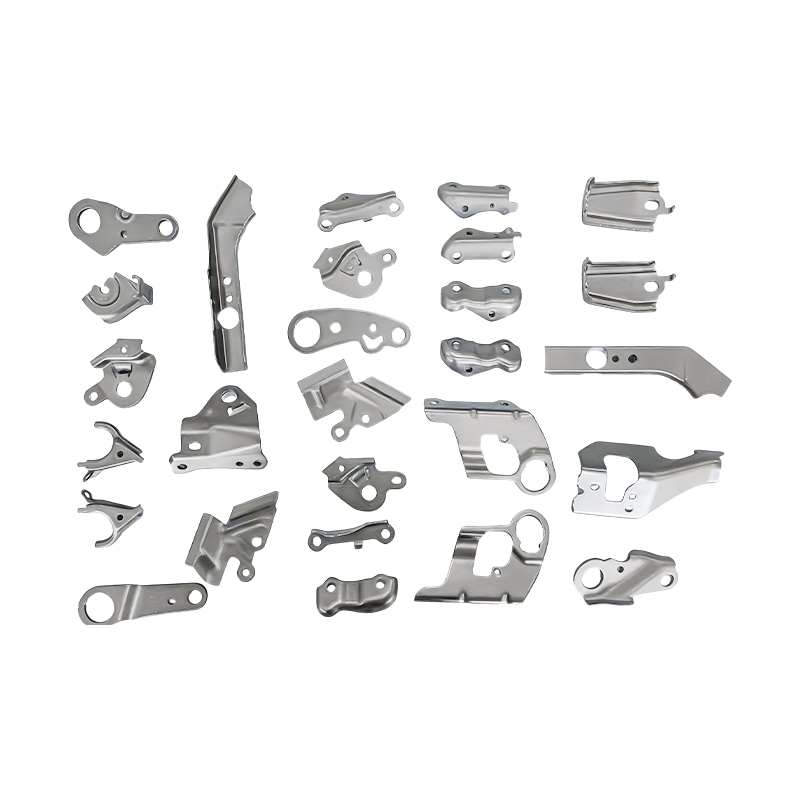
小型自動車部品順送金型プレス部品
当社の小型自動車部品順送金型プレス部品は、自動車補助システム向けに調整された精密設計コンポーネ...
-
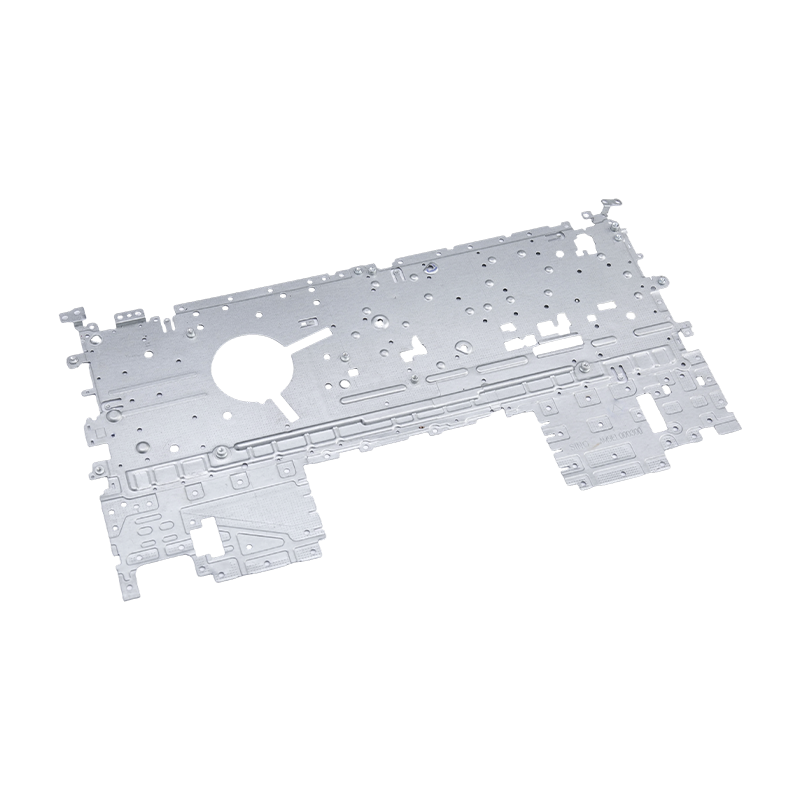
ノートパソコンのプレス部品
当社のラップトップ スタンピング部品は、ラップトップのシャーシ、ブラケット、内部構造アセンブリ...
-
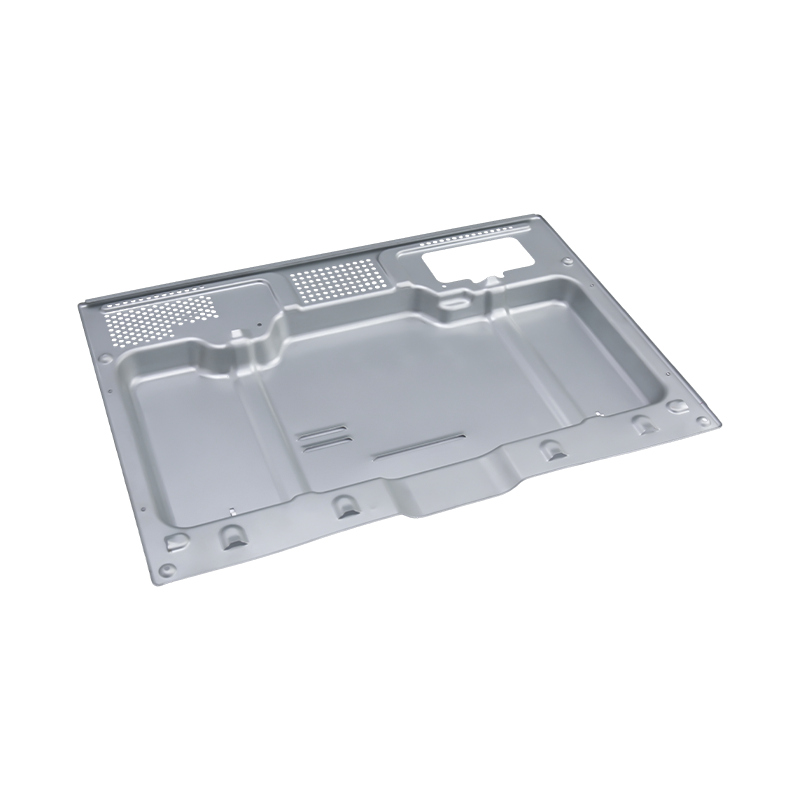
ハイエンドオーブンスタンピング部品
当社のハイエンド オーブン スタンピング部品は、高級家庭用および業務用オーブン向けに精密に製造...
-
ハイエンド大型コンピュータプレス部品
当社のハイエンド大型コンピュータ スタンピング部品は、サーバー シャーシ、メインフレーム フレ...
自動車および家電製品用の金属プレス部品: プロセス、材料、品質基準
2026-03-16
プレス加工とは何ですか?
スタンピング製造は冷間成形金属加工プロセスであり、平らな金属板をカスタムのダイセットを備えたスタンピングプレスに送り込み、機械力または油圧力を加えて、材料を正確に定義された形状に切断、曲げ、絞り、またはエンボス加工します。このプロセスには、ブランキング、ピアシング、成形、深絞り、コイニング、順送金型スタンピングなどの幅広い作業が含まれており、それぞれが異なる形状、材料の厚さ、生産量に適しています。これらすべての操作を統合するものは、スタンピングの基本的な利点です。それは、サブトラクティブ加工法と比較して材料の無駄を最小限に抑え、寸法の一貫した金属スタンピング部品を高速かつ低単位コストで大量に生産できることです。
モダン スタンピング製造 は、20 トンから 2,000 トンを超える力のサーボ駆動の油圧プレスと、マイクロメートル単位の公差で製造された精密工具を組み合わせて使用します。コンピューター支援の金型設計およびシミュレーション ソフトウェアを使用すると、エンジニアは単一の鋼片を切断する前にメタル フロー、スプリングバック、減肉を予測できるため、金型の開発サイクルと初品の不合格率が大幅に削減されます。その結果、家庭用電化製品、家庭用電化製品、自動車工学などのさまざまな分野の厳しい寸法および構造要件を満たす金属プレス部品を提供できる製造分野が誕生しました。
プレス製造の中核工程
スタンピング製造を構成する特定の操作を理解することは、調達エンジニアや製品設計者が、特定のコンポーネントの形状や生産量に対して最もコスト効率の高いアプローチを選択するのに役立ちます。主要なプロセス カテゴリには、それぞれ異なるツール要件と出力特性があります。
順送金型スタンピング
順送金型スタンピングでは、金属ストリップを 1 つのダイ セット内の一連のステーションに送り、ストリップが前進するにつれて各ステーションで 1 つの操作 (パンチング、ノッチング、曲げ、成形) が実行されます。ストリップが最終ステーションを出るまでに、完全に形成された金属スタンピング部品がキャリア ストリップから分離され、収集されます。このアプローチは、端子コネクタ、ブラケット クリップ、アプライアンス取り付け金具など、非常に大量に生産される小型から中型の部品に対して非常に効率的です。これは、一連の作業全体がプレス速度で実行され、操作の間に手動で部品を処理する必要がないためです。
深絞り加工
深絞りでは、平らな金属ブランクをパンチを使用して金型キャビティに押し込むことにより、中空の継ぎ目のないシェルに変換します。このプロセスは、洗濯機の内槽ブラケット、飲料缶、自動車の燃料タンク ハウジングなどの円筒形および箱形の部品の製造の基礎となります。深絞り加工では材料の選択が重要です。金属は、破れたりしわが寄ることなく必要な大きな塑性変形を受けるために、十分な延性と好ましい成形比を示さなければなりません。低炭素鋼、アルミニウム合金、ステンレス鋼は、家電製品や自動車のスタンピング用途で最も一般的に深絞り加工される材料です。
ファインブランキング
ファインブランキングは、非常に滑らかで平坦なせん断エッジを備えた部品を製造する特殊なスタンピングプロセスであり、従来のブランキングに必要な二次仕上げ作業を排除します。ファインブランキングでは、ブランキング力と同時に逆圧力とステーキングリングの力を加えることにより、せん断プロセス全体を通じて材料を圧縮応力状態に保ち、材料のほぼ全厚にわたって滑らかな切断面を生成します。このため、エッジの品質が疲労寿命やアセンブリのフィット感に直接影響を与える自動車用途のブレーキ キャリパー コンポーネントやシート ブラケットには、ファイン ブランキングが推奨されるプロセスとなります。
家電製造における金属プレス部品
家電製品は、金属プレス部品の最も大量の応用分野の 1 つです。家電製造における構造の複雑さ、寸法の一貫性要件、コスト重視の組み合わせは、スタンピング製造が実現するものと正確に一致します。製品カテゴリ全体で、プレス加工されたコンポーネントは、アプライアンスの長期信頼性を定義する耐荷重、位置合わせ、およびエンクロージャ機能を処理します。
冷蔵庫では、ロール成形と順送金型スタンピングによって製造されたドア フレームが、ドアの重量を支え、ガスケットのシール面を維持し、ヒンジの取り付けポイントに対応する剛性の高い周囲を提供します。これらのフレームの寸法精度は、ドアの位置合わせとエネルギー効率に直接影響します。ドア フレームが 1 ミリでも許容範囲から外れると、ガスケットの漏れが発生し、コンプレッサーのサイクル頻度とエネルギー消費が増加する可能性があります。洗濯機の内槽ブラケットは通常、亜鉛メッキまたはステンレス鋼シートから製造され、高速回転の不均衡な負荷や繰り返しの熱サイクルに疲労破壊することなく耐える必要があります。エアコンのシャーシ パネルは、室外機の構造骨格を形成し、コンプレッサー、ファン、熱交換器を正確な空間関係で保持しながら、振動や天候への影響に耐えます。
金属スタンピング部品の一貫した厚さと厳しい公差により、これらすべての用途での組み立てギャップが減少し、最終組み立てプロセスが簡素化され、調整可能なファスナーやシミング作業の必要性が減り、最終製品の外観品質が向上します。
自動車用途の金属プレス部品
自動車業界は金属プレス部品の世界最大の消費者であり、一般的な乗用車には平方メートル単位のボディパネルからミリメートル単位の精密ブレーキ部品に至るまで、数百もの個別のプレス部品が含まれています。自動車スタンピング製造は、コンポーネントの故障の影響が乗員の安全と規制遵守にまで及ぶため、商業用途の中で最も厳格な寸法および機械的特性基準に基づいて運営されています。
ボディパネル補強材(ドアスキン、ルーフパネル、フードアセンブリを強化する内部構造部材)は、深絞り加工、ストレッチフォーミング、リストライク加工を組み合わせて製造されます。これらのコンポーネントは、外側パネルとの正しい適合性と、ホワイトボディの組み立てのための正確な溶接フランジの位置を確保するために、正確な輪郭形状を実現する必要があります。高張力鋼および高度な高張力鋼グレードは、材料の厚さと重量を減らしながら必要な衝突エネルギー吸収を達成するために、ボディ補強材にますます使用されています。
シート ブラケットは、自動車金属プレス部品のもう 1 つの重要なカテゴリです。これらのコンポーネントはシート構造を車両の床に固定し、乗員衝突保護規格で定義された静的荷重および動的荷重に耐える必要があります。ファインブランキングまたは精密スタンプされたシートブラケットコンポーネントは、車両の耐用年数を通じて一貫したボルトトルクと信頼性の高いジョイントクランプ力に必要なエッジ品質と平坦度を提供します。キャリパー ブラケット マウントやアンカー プレートを含むブレーキ キャリパー コンポーネントは、正しいパッド アライメント、均一なパッド摩耗、全動作温度範囲にわたって予測可能なブレーキ性能を保証する寸法精度で製造されています。
金属プレス部品の材料選択
金属プレス部品の性能は、その部品を形成する材料と切り離すことができません。スタンピング製造は幅広い金属や合金に対応しており、最適な材料を選択するには、成形性、機械的特性、耐食性、コストのバランスをとる必要があります。
| 材質 | 主要なプロパティ | 代表的な用途 |
| 低炭素鋼(DC01/DC04) | 成形性に優れ、低コスト | アプライアンスのシャーシ、ブラケット、エンクロージャ |
| 高張力鋼 (HSLA) | 降伏強度が高く、溶接性が良好 | ボディパネル補強、シート構造 |
| ステンレス鋼(304/430) | 耐食性、表面仕上げ | 洗濯機の槽、家電パネル |
| アルミニウム合金(5052/6061) | 軽量、耐腐食性 | 自動車車体部品、ヒートシンク |
| 亜鉛メッキ鋼 | 亜鉛コーティング、屋外耐久性 | エアコンシャーシ、屋外ブラケット |
プレス製造における品質管理
大量生産全体にわたって寸法の一貫性を維持することは、スタンピング製造における中心的な品質課題です。金型の磨耗、材料バッチの変動、潤滑剤の不均一性、およびプレスベッドのたわみはすべて、時間の経過とともに寸法のドリフトを引き起こす可能性があるため、数千または数百万サイクルにわたって仕様内に留まる金属スタンピング部品を製造するには、系統的な測定とプロセスの監視が不可欠となります。
大手スタンピングメーカーは、金型内センシング、統計的プロセス制御、座標測定機検査を組み合わせた多層品質システムを導入しています。主な品質管理の実践には次のようなものがあります。
- 最初の商品検査 (FAI): 量産がリリースされる前に、最初の製造部品をエンジニアリング図面と照合して完全な寸法で検証します。
- 工程内サンプリング: 規定の生産間隔で重要な寸法を定期的に測定し、公差外の部品が蓄積する前に工具の摩耗やプロセスのドリフトを検出します。
- CMM 検証: 三次元測定機はハンドゲージでは確認できない複雑な成形面の三次元寸法データを提供します。
- 表面とエッジの検査: バリ、亀裂、しわ、およびアセンブリのフィット感や疲労寿命に影響を与える表面の欠陥を視覚的および触覚的に検査します。
- 材料認証レビュー: 受け取った材料試験証明書は、引張強さ、降伏強さ、伸び、およびコーティング重量の仕様要件に照らして検証されます。
スタンピング製造が依然として好ましい選択肢である理由
レーザー切断、ハイドロフォーミング、積層造形などの代替成形技術の出現にもかかわらず、スタンピング製造は、説得力と耐久性の理由から、金属部品の大量生産において支配的な地位を維持しています。スタンピングの経済性は大規模化すると基本的に有利です。工具への投資が償却されると、スタンピング金属部品の 1 個あたりのコストは、通常、同等の体積で他のプロセスで達成できるコストの数分の 1 になります。毎分数百ストロークのプレス速度と、自動化されたコイル供給および部品処理の組み合わせにより、他の精密金属成形プロセスでは達成できない生産速度が可能になります。
経済性を超えて、金属スタンピング部品の機械的特性は、スタンピングプロセスに固有の冷間加工効果によって強化されます。成形中の塑性変形により、加工硬化を通じて変形領域の材料の硬度と降伏強度が増加し、元のシートストックよりも優れた機械的性能を備えた完成部品が生成されます。この効果は、強度重量比が主な設計要因である自動車の構造部品において特に有益です。信頼性が高く、コスト効率が高く、寸法が正確な部品を求める家電および自動車分野のメーカーにとって、プレス製造は依然として現代の金属部品サプライ チェーンの紛れもない基盤です。
前の投稿
金属プレスおよび絞り部品ガイド
次の投稿
マイクロスタンピングと標準電子部品の主な違いは何ですか?
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
