
-
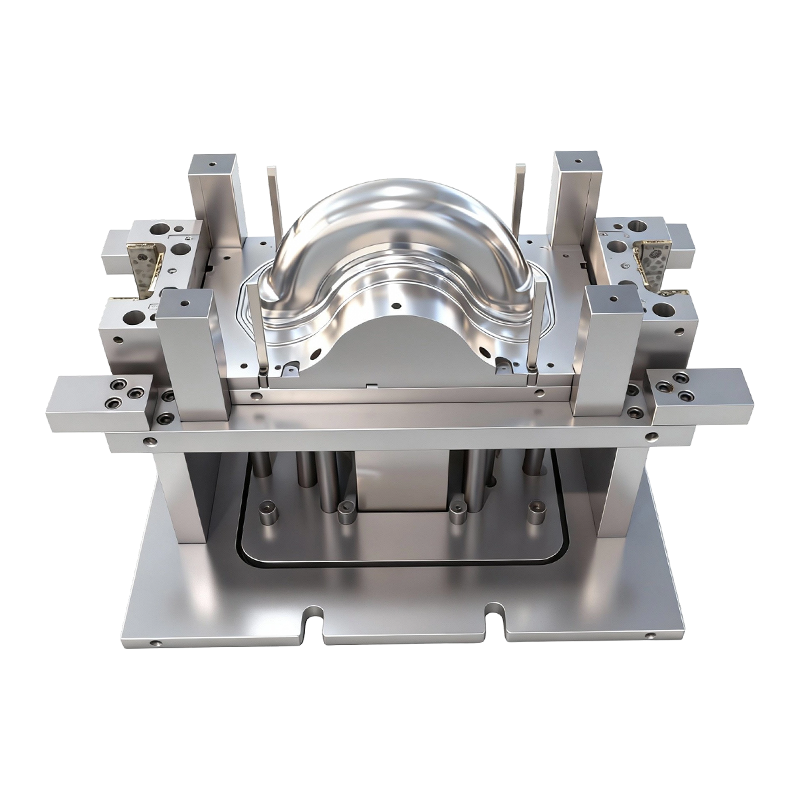
電動二輪車前後輪用深絞り金型
この電動二輪車前輪・後輪用深絞り金型は、電動二輪車の金属製前輪・後輪を製造するための専用工具で...
-
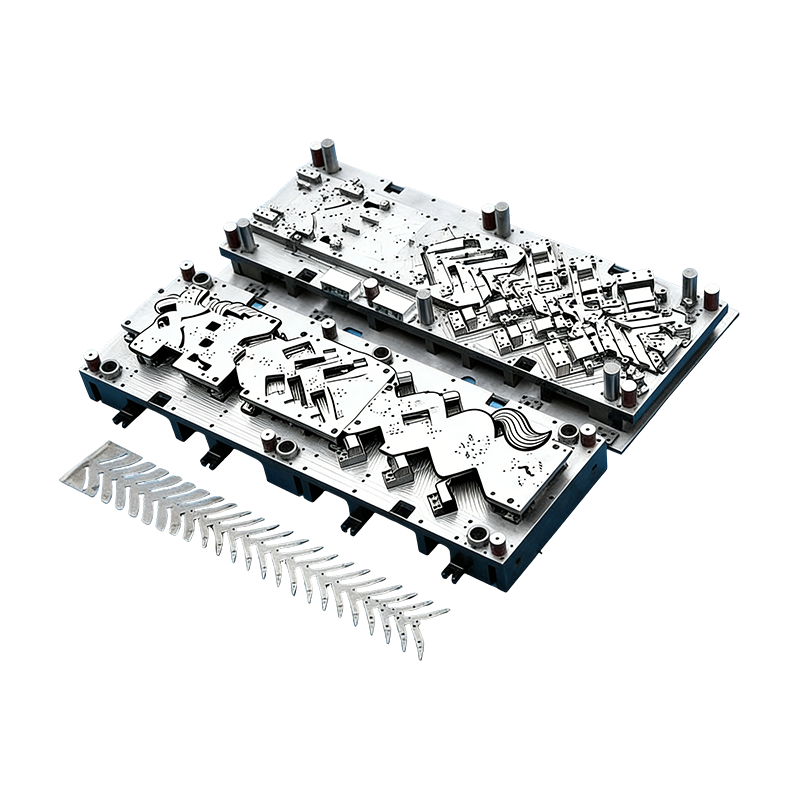
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
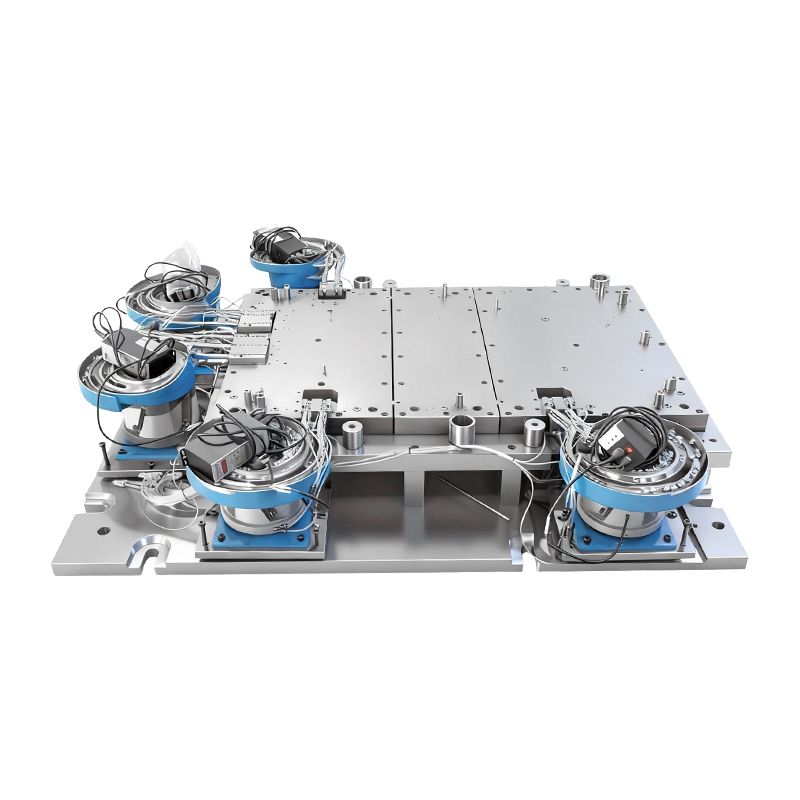
大型コンピュータマシンベース用自動リベット金型
この大型コンピューターマシンベース用の自動リベット金型は、ロボットアームとシームレスに統合され...
-
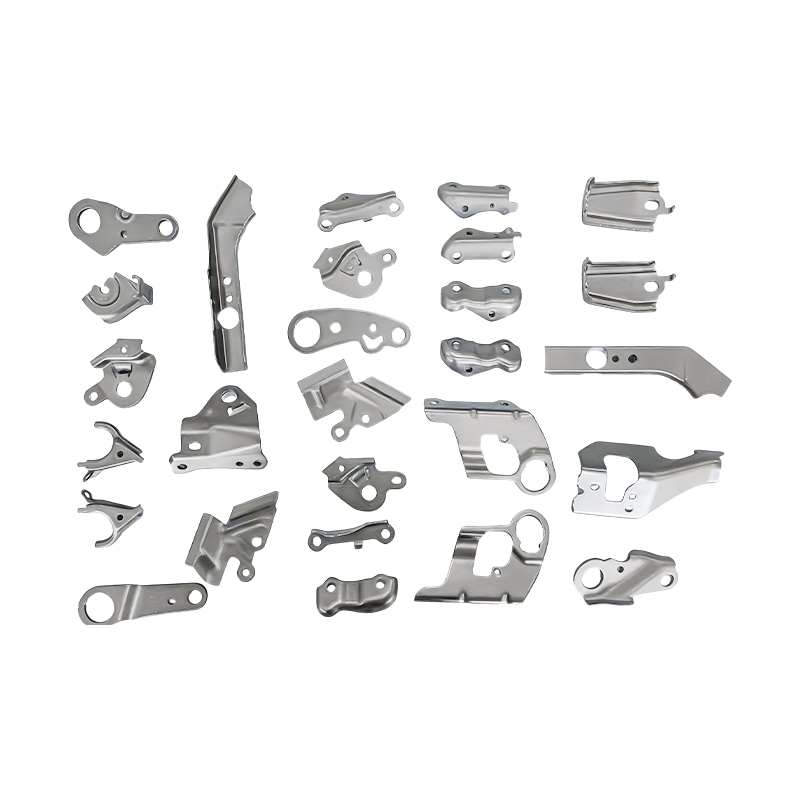
小型自動車部品順送金型プレス部品
当社の小型自動車部品順送金型プレス部品は、自動車補助システム向けに調整された精密設計コンポーネ...
自動車部品用深絞り金属プレス金型のご案内
2026-03-30
金属プレス金型の深絞り加工の基礎
複雑な製造業の世界では、 金属プレス金型 精密な金属部品を量産するためのバックボーンとして機能します。さまざまなタイプのプレス加工の中でも、深絞り加工は、平らな金属板を三次元の中空形状に変換するための重要なプロセスとして際立っています。単純な曲げや切断とは異なり、深絞り加工では、パンチが金属ブランクを金型のキャビティに押し込む際に、高度な力の相互作用が必要になります。主な目的は、材料の流れを制御し、シートの構造的完全性や厚さの均一性を損なうことなく、シートが伸びて希望の形状に流れるようにすることです。このプロセスは、直径に比べてかなりの深さを必要とする部品を作成するために不可欠であり、消費財から重機に至るまでの業界で一般的な要件です。
深絞りの機構は材料の塑性変形に大きく依存します。パンチが下降すると、金属ブランクがダイの半径全体に引き抜かれます。ダイの開口部の上にあるブランクの領域はカップまたは部品の壁になり、外側のフランジは半径方向内側に引っ張られます。この半径方向の絞りにより、フランジの直径が縮小し、圧縮フープ応力が自然に発生します。これらの応力が正しく管理されないと、素材が座屈し、しわが発生します。逆に、カップの壁の引張応力が材料の降伏強度を超えると、部品が裂けたり亀裂が入ったりします。したがって、深絞り用の金属スタンピング金型の設計は形状だけではありません。それはストレス管理についてです。
材料の流れの制御と欠陥の防止
深絞りを成功させるには、エンジニアはブランクホルダーの力やダイのクリアランスなどのパラメータを注意深く制御する必要があります。ブランク ホルダーまたは圧力パッドは、ブランクのフランジに特定量の力を加えます。この力は微妙なバランスで決まります。材料が内側に流れるときにしわが寄るのを防ぐのに十分な大きさでなければなりませんが、材料が金型キャビティ内に自由に滑り込むことができるほど十分に低い力でなければなりません。力が高すぎると、材料が流動できなくなり、パンチ半径で薄くなり、最終的には破損が生じます。この値が低すぎると、フランジ内の圧縮応力によって見苦しく、構造的に弱いしわが発生します。
ダイのクリアランスも重要な要素です。パンチとダイの壁の間の隙間を指します。標準的な深絞りでは、過度のしごきをかけずに材料が流れるように、クリアランスは通常、シートの厚さよりわずかに大きくなります。ただし、「シンニング深絞り」または「しごき」として知られるプロセスでは、クリアランスは最初の材料の厚さよりも意図的に小さく設定されます。これにより、壁の厚さが減り、部品の高さが増加すると同時に、表面仕上げと寸法精度が向上します。この流れを促進し、熱と摩耗の原因となる摩擦を軽減するには、潤滑が重要です。高度な潤滑剤とダイ自体の表面コーティングは、ダイの寿命を延ばし、一貫した部品品質を保証します。
一般的な欠陥と解決策
- しわ: フランジ内の過度の圧縮応力が原因で発生します。ブランクホルダーの力を増やすか、ドロービーズを使用して流れを制限することで解決します。
- 骨折/引き裂き: 引張応力が材料の限界を超えると発生します。ダイのクリアランスを増やす、潤滑を改善する、または材料を焼きなましして延性を回復することで解決します。
- イヤリング: 金属粒子構造の異方性により、絞り加工品の上部の高さが不均一になります。ブランクの向きやトリミング操作を最適化することで制御します。
自動車部品用順送金型との統合
大型の単純な部品では 1 段階の深絞り加工が一般的ですが、自動車業界では複雑な部品の大量生産が求められることがよくあります。そこで自動車部品用順送金型が欠かせなくなります。順送金型のセットアップでは、金属のストリップが単一の金型内の複数のステーションを通過します。各ステーションでは、最終ステーションで最終部品が製造されるまで、穴開け、曲げ、絞りなどの異なる操作が実行されます。深絞り加工を順送金型に統合することは、絞り加工された形状を歪めることなくステーション間で材料を搬送する必要があるため、技術的に困難です。
自動車メーカーは、これらの順送金型を利用して、小さなコネクタ ブラケットから大きな構造要素に至るまであらゆるものを作成しています。たとえば、燃料システムのコンポーネントや排気部品の製造には、順送線内での一連の描画ステップが含まれることがよくあります。利点は速度と一貫性にあります。ある図面段階から次の図面段階への部品の移動を自動化することにより、メーカーは人間の介入を最小限に抑えながら、1 時間あたり数千個の部品を生産できます。ただし、自動車部品の順送金型の設計では、金型内を移動するときに部品を保持する「キャリア ストリップ」について慎重に考慮する必要があります。キャリアは、引抜き力に耐えるのに十分な強度がありながら、最終部品から簡単に分離できる必要があります。
複雑な形状のための高度な構造設計
自動車の設計がより空力的になり、安全規制が厳しくなるにつれて、プレス部品の幾何学的複雑さが増しています。標準的な深絞りダイスでは、一度のヒットで必要な深さや形状を実現できないことがよくあります。その結果、これらの技術的要件を満たすために特殊な構造設計が開発されました。これらの設計により、1 回のプレス ストローク内または複数の操作での多段階成形が可能になり、最も複雑な中空部品でも効率的に製造できるようになります。
| 金型の種類 | 機能 | アプリケーション |
| 逆初期深絞り | パンチが上方に移動するか、ダイが下方に移動して、最初に部品を内側から外側に成形します。 | 成形初期の高い安定性が要求される部品に使用されます。 |
| ブランクホルダーレス裏面図面 | 従来のブランクホルダーを使用せず、金型の形状に基づいて部品を反対方向に再描画します。 | 後段で高さを上げながら径を小さくする場合に最適です。 |
| 二段絞り絞り加工 | 2 つの同心のダイを使用して、部品を引き延ばしながら肉厚を大幅に薄くします。 | 高圧シリンダーや精密自動車ハウジングの製造。 |
逆引き描画テクニック
逆絞りは、1 回の順絞りで材料が許容するよりも深くパーツを絞り込む必要がある場合に使用される強力なテクニックです。このプロセスでは、部分的に絞り出されたカップは、次のステーションで裏返されるか、反対方向に絞り出されます。これにより、材料の加工硬化が異なり、深さと直径の比を大きくすることができます。ブランクのホルダーのない逆深絞りダイスは、反転プロセス中の材料の流れの制御を維持しながらツーリング構造を簡素化できるため、ここでは特に役立ちます。
金型の寿命と表面品質の向上
長寿 金属プレス金型 は、生産される部品の表面品質と製造ラインの費用対効果に直接相関します。深絞り加工には大きな摩擦と圧力がかかるため、かじり(材料がダイにくっつく)や摩耗が発生する可能性があります。これに対抗するために、現代の金型製造では高度な研磨技術とコーティング技術が採用されています。金型の半径を鏡面に研磨することで摩擦が軽減され、金属の流れがスムーズになります。さらに、窒化チタン (TiN) やダイヤモンドライク カーボン (DLC) などのコーティングが金型の作業面に適用されます。
これらのコーティングは、摩耗や腐食に耐える硬くて低摩擦の表面を提供します。稼働時間が重要な自動車部品の順送金型の場合、コーティングされた金型によりメンテナンス停止の頻度と部品の不良率が減少します。さらに、金型の材料の選択も重要です。高炭素、高クロム工具鋼は耐摩耗性を目的としてよく使用されますが、極度の耐久性が必要とされる大量生産用途にはタングステンカーバイドインサートが使用される場合があります。堅牢な構造設計と表面エンジニアリングを組み合わせることで、メーカーは深絞り金型が数百万サイクルにわたって確実に動作することを保証できます。
現代の自動車製造におけるアプリケーション
深絞り技術の応用は自動車分野で広く普及しています。最も典型的な例の 1 つは、自動車の燃料タンクの製造です。これらのコンポーネントには、内圧や外部衝撃に耐えられる複雑な中空形状が必要です。深絞り加工により、これらのシームレスな容器を金属板から作成することができ、漏れのない完全性が保証されます。同様に、ホーロー製の洗面台とシンクも消費財ではありますが、同じ製造原理を共有しており、プロセスの多用途性を示しています。
電気自動車(EV)の時代には、深絞り部品の需要が急増しています。バッテリー ケース、モーター ハウジング、構造用クラッシュ ボックスでは、軽量でありながら強力なエンクロージャを実現するために深絞りプロセスがよく利用されます。絞りプロセス中に材料を薄くする機能 (薄型深絞り) は、車両の総重量を軽減するのに役立ちます。これは、バッテリーの航続距離を延ばすために重要です。業界がアルミニウムや高張力鋼などの軽量素材に移行するにつれて、特殊な金属スタンピング金型の役割がさらに顕著になります。エンジニアは、次世代の車両の安全性と効率性の両方を確保するために、これらの高度な合金のさまざまなスプリングバック特性と成形性の限界に対処できるように金型の設計を適応させる必要があります。
前の投稿
エレクトロニクスおよび家電向けの精密プレス金型: 2026 年の高効率製造ソリューション
次の投稿
金属プレスおよび絞り部品ガイド
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
