-
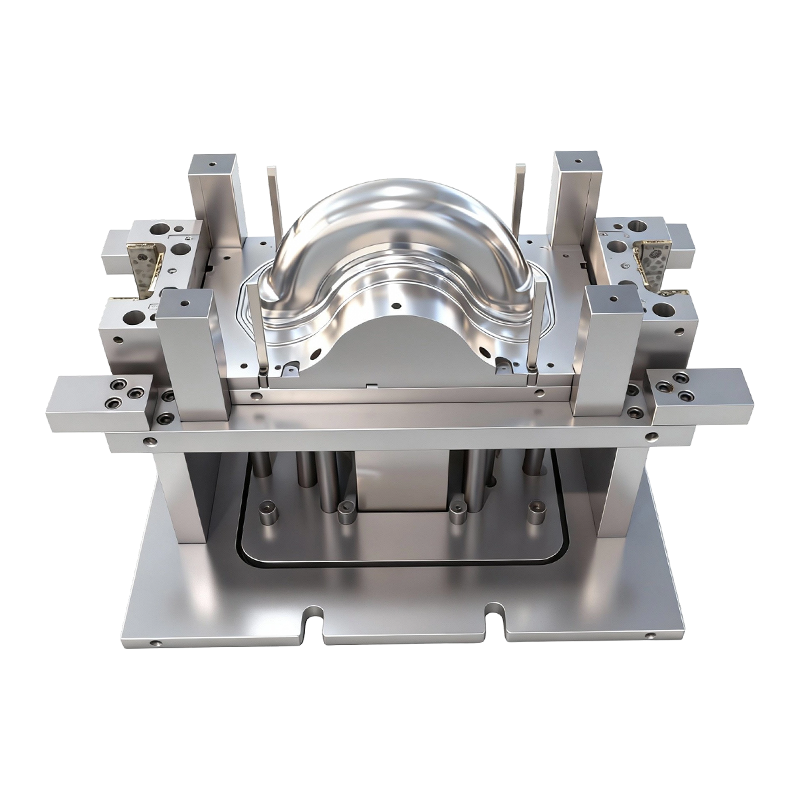
電動二輪車前後輪用深絞り金型
この電動二輪車前輪・後輪用深絞り金型は、電動二輪車の金属製前輪・後輪を製造するための専用工具で...
-
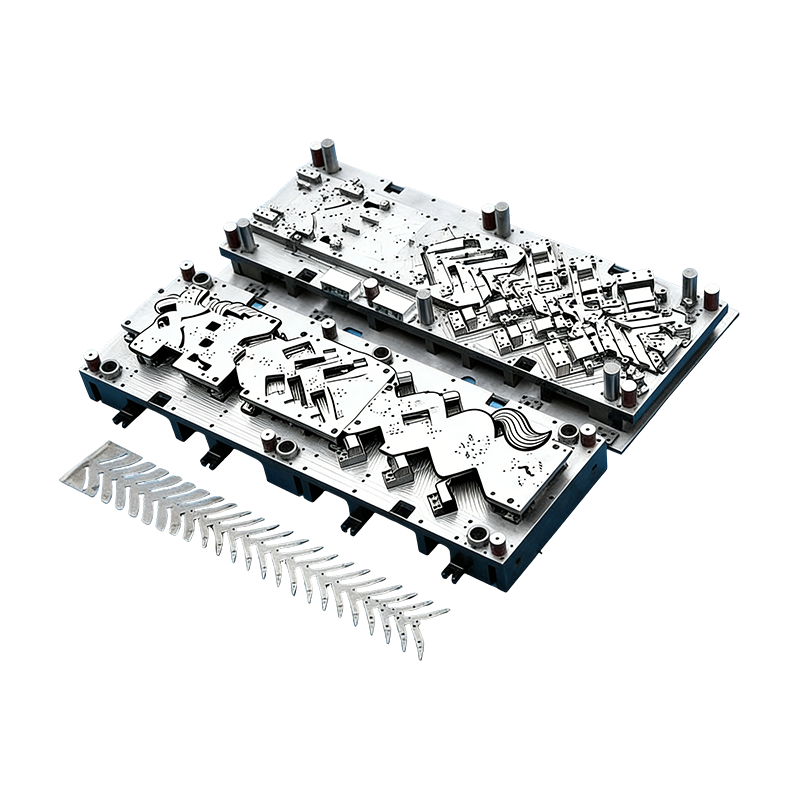
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
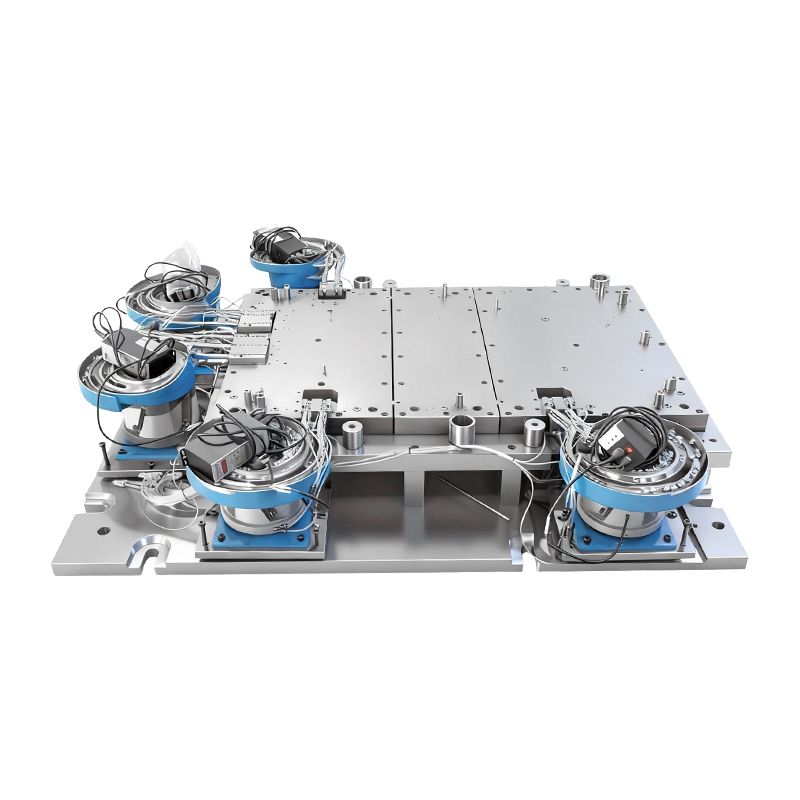
大型コンピュータマシンベース用自動リベット金型
この大型コンピューターマシンベース用の自動リベット金型は、ロボットアームとシームレスに統合され...
-
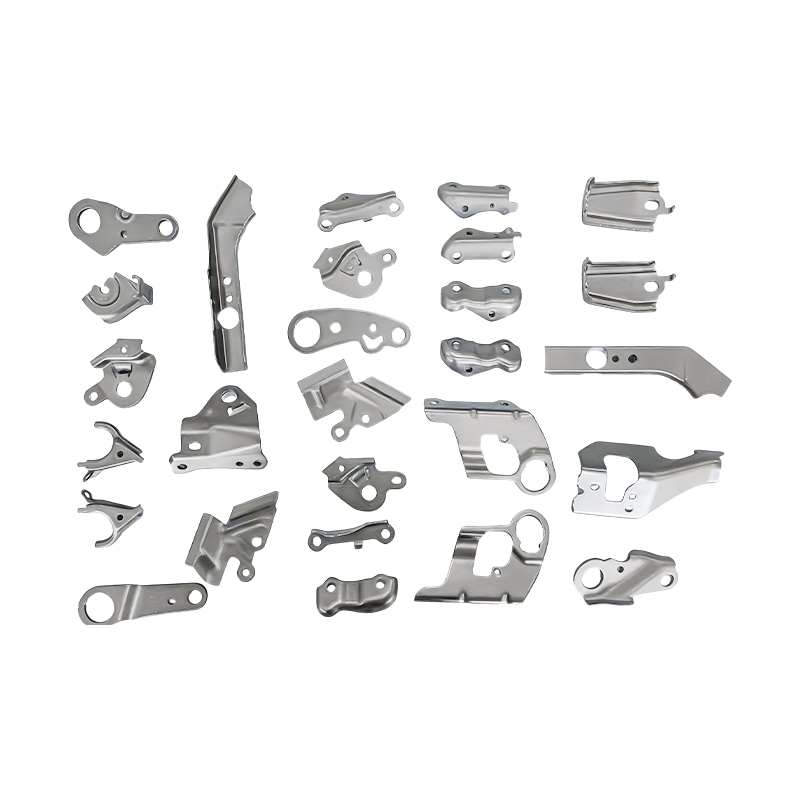
小型自動車部品順送金型プレス部品
当社の小型自動車部品順送金型プレス部品は、自動車補助システム向けに調整された精密設計コンポーネ...
従来の自動車用スタンピング金型とシミュレーションに最適化された自動車用スタンピング金型の違いは何ですか?
2026-03-02
従来のダイとシミュレーションに最適化されたダイの間のギャップがなぜ今重要なのか
自動車用プレス金型 自動車製造における工具への投資は常に最も技術的に要求の高いものの一つです。ボディ パネル用の 1 セットの金型には、エンジニアリング、機械加工、および試作に数十万ドルの時間がかかる場合があります。また、設計を誤った場合の影響は、再加工コストだけでなく、生産開始の遅れ、スクラップ率の増加、下流の組み立て作業に波及する部品品質の低下によっても測られます。何十年もの間、金型の設計は、経験豊富な工具メーカーの蓄積された経験的知識に依存していました。つまり、繰り返しの物理的なトライアウト、ブランクホルダーの力とドロービードの形状の手動調整、そして金型が一貫して許容可能な部品を生産するまでの試行錯誤による漸進的な改良です。
シミュレーションに最適化された自動車用プレス金型への移行は一夜にして起こったわけではありませんが、車両プログラムの複雑化と時間の短縮が同時に進むにつれて、そのペースは急激に加速しています。特に電気自動車では、マグネシウム - アルミニウム合金のバッテリーケース、超高張力鋼構造部品、成形限界を押し上げる複雑な深絞り形状など、新たな材料課題が導入されており、従来の経験的アプローチでは、市場が要求する圧縮された開発スケジュール内で確実に対処することができません。 2025 年以降のツール開発プロセスを評価するエンジニアリング チームにとって、従来の金型設計と製造とシミュレーション最適化された金型設計と製造の具体的な違いを理解することは不可欠です。
従来の自動車用プレス金型開発の実際の仕組み
従来の自動車用スタンピング金型の開発は、部品の形状と材料の仕様から始まり、そこから経験豊富な金型設計者が、確立された設計ルールと以前の同様の部品とのパターンマッチングに基づいて金型コンセプトを構築します。パンチ、ダイ、ブランク ホルダー、およびダイ セットの形状は、ハンドブックの公式、独自の設計ガイドライン、および設計者の判断を組み合わせて定義されます。ブランク サイズは、エリアベースの方法または単純化された幾何学的展開を使用して推定され、ドロー ビードの位置と拘束力は、現在の部品の特定の応力状態の分析ではなく、同等のパネル形状に関する一般的な経験に基づいて選択されます。
物理的な試用段階では、従来のプロセスが検証されるか、このアプローチの限界が明らかになります。最初の金型で、低応力領域のしわ、狭い半径での亀裂、重要な構造位置での過度の材料の薄化、または精密なボディパネルの組み立てに必要な±0.02 mm 許容範囲外に成形形状を押し出すスプリングバックのある部品が生成された場合、対応は物理的介入です。シムの追加によるブランクホルダー力の調整、溶接と再研磨によるドロービード形状の変更、高摩擦ゾーンの表面処理の変更、または金属の流れを変えるための金型表面のカットバックです。パターン。各介入には新しいトライアウトの実行が必要であり、複雑なパネルでは、金型が一貫して許容可能な部品を製造するまでに数十回の反復が必要になる場合があります。
このアプローチのコストへの影響は多大です。大型のトランスファープレスや順送ダイラインでの物理的なトライアウト時間は高価であり、欠陥の診断、介入の設計、修正の実行に必要なエンジニアリング労働力は、困難なパネルではすぐに蓄積されます。さらに重要なのは、経験的アプローチでは収束の保証がありません。純粋に経験に基づいた一部のダイ設計は、根本的な再設計なしには改善できない局所的な最適値に達します。この状況は、物理的ツールにすでに多額の投資が行われるまで明らかにならない可能性があります。
シミュレーションに最適化されたダイ設計が開発プロセスでどのように変化するか
シミュレーションに最適化された自動車用プレス金型の開発では、物理的な試行錯誤サイクルの多くが、金属を切断する前に実行される仮想成形解析に置き換えられます。有限要素解析 (FEA) ソフトウェアは、ブランク ホルダーとブランクの接触から完全な絞り深さまで、完全な成形プロセスをモデル化し、適用されるツーリングの形状とプロセス条件下でのシート メタルの応力、ひずみ、厚さの分布、スプリングバック挙動を計算します。シミュレーションの出力により、潜在的な欠陥の位置が特定されます。つまり、亀裂のリスクが高まる成形限界曲線に近づく領域、しわが発生する圧縮応力が蓄積するゾーン、構造性能や表面品質を損なう過度の薄肉化領域などです。
重要なのは、シミュレーションによって、物理的なトライアウトでは事実上不可能なパラメトリック最適化が可能になるということです。ブランク ホルダーの力を数分の計算時間で実現可能な範囲全体にわたって変更して、しわを抑制し、亀裂を同時に回避する値を見つけることができます。この相反する故障モードにより、従来の金型開発ではブランク ホルダーの力の校正が非常に困難になります。ドロービードの形状、位置、および拘束力は、ブランク周囲の各セクションに対して個別に最適化でき、複雑な非対称パネル形状での金属分布を管理するために必要な方向依存の流れ抵抗を考慮に入れます。深絞りゾーンで必要な超滑らかな Ra ≤ 0.05μm 仕上げを含む表面処理の選択は、表面品質の向上が成形結果にどのような影響を与えるかを定量化する摩擦係数感度研究を通じて、それを実現する機械加工や仕上げ作業に取り組む前に評価できます。
EV コンポーネント用の深絞り金型: シミュレーションが不可欠になる場所
電気自動車への移行により、シミュレーションが単に有利になるだけでなく、実際に必要となる成形上の課題が生じています。 EV 専用部品の深絞りダイス、特に深絞り比が 2.5:1 を超えるマグネシウム - アルミニウム合金バッテリー ケースは、材料が破損することなく耐えられる限界で動作します。アルミニウム合金の成形限界挙動は、従来の自動車用プレス金型の開発で経験を蓄積してきた軟鋼や高張力鋼とは根本的に異なります。アルミニウムは、従来のボディパネル鋼材グレードに比べて成形性が低く、異方性効果が強く、ひずみ速度と温度に対する感度がより高くなります。
正確な材料特性データ (成形限界曲線、異方性係数、および物理的材料特性評価試験から決定された流動応力曲線など) で校正されたシミュレーション ツールは、工具への投資が行われる前に、提案された金型形状がパンチ半径での亀裂やフランジのしわを発生させることなくアルミニウム製電池ケースを正常に成形できるかどうかを予測できます。この予測機能は、深絞り比が 2.5:1 を超える場合に特に価値があります。この場合、しわ発生と亀裂の故障モードの間のプロセス ウィンドウが狭くなり、体系的な計算によるガイダンスがなければ、経験的な調整では安定した動作条件を見つけることができそうにありません。
材料の薄化予測は、EV 深絞りダイにとってもう 1 つの重要なシミュレーション出力です。バッテリーケースとEVの構造コンポーネントには、構造解析と安全基準に基づいて最小肉厚要件が定義されています。シミュレーションにより、金型設計者は、物理的なトライアウトが表す公称設計点だけでなく、最も厳しく伸ばされた領域の薄化が、材料特性のばらつき、ブランクの厚さの許容差、潤滑条件の変動など、生産変動の全範囲にわたって許容限度内にとどまっていることを検証できます。
直接比較: 従来のプレス金型開発とシミュレーションに最適化されたプレス金型開発
2 つのアプローチの実際的な違いは、プログラムのコスト、タイミング、および品質の結果を左右する重要な側面全体で最もよく理解されます。
| 開発次元 | 従来のアプローチ | シミュレーションに最適化されたアプローチ |
| 欠陥検出タイミング | 物理的なトライアウト、加工後 | 仮想解析、前加工 |
| ブランクホルダー力の最適化 | 経験に基づくシム調整 | パラメトリックFEAスイープ |
| アルミニウム/EV材料の能力 | 延伸比が 2.0:1 を超えると信頼性が低下します | 2.5:1を超える比率について検証済み |
| スプリングバック管理 | 試行錯誤の報酬削減 | CADで予測および事前補正 |
| 公差達成(±0.02mm) | 複数回のトライアウト反復が必要 | 初撃能力が大幅に向上 |
| プログラムタイミングのリスク | トライアウトの反復回数が多く、予測不可能 | 主要な問題が軽減され、仮想的に解決されました |
インテリジェントモニタリングの統合とモジュラーダイ構造の役割
シミュレーションの最適化は、ダイ設計が完成して機械加工された時点では終了しません。最新の自動車スタンピング金型には、生産中にリアルタイムのフィードバックを提供するインテリジェント監視システム(ブランクホルダーの力の分布を測定する金型内センサー、亀裂の発生を検出するアコースティックエミッションセンサー、プレス速度で部品の形状を検査するビジョンシステム)がますます統合されています。この監視インフラストラクチャにより、プロセス エンジニアは、シミュレーションによって安定した動作ウィンドウとして確立された最適化された成形条件からのドリフトを検出し、スクラップが蓄積した後ではなく、不良率が増加する前に修正措置を開始することができます。
モジュラーダイ構造は、最適化された成形条件を維持するために必要な公差を下回る摩耗により形状が劣化した場合に、個々のダイコンポーネント (摩耗が重要な位置のインサート、ドロービードセグメント、ブランクホルダーセクション) を独立して交換できるようにすることで、シミュレーション最適化の価値をさらに拡張します。モジュール構造により、1 つの領域が磨耗に近づいたときにダイ セット全体を廃棄するのではなく、影響を受けるコンポーネントを対象に交換することができ、残りのダイ構造への投資を維持し、シミュレーションで最適化されたプロセスが一貫した摩擦条件と部品品質に依存する表面処理品質 (重要な成形ゾーンで Ra ≤ 0.05μm) を維持できます。
移行を評価するエンジニアリング チームのための実践的なガイダンス
従来の自動車用プレス金型開発からシミュレーションに最適化された金型開発への移行を検討しているエンジニアリング チームは、現在のプロセスをいくつかの実用的な基準に照らして評価する必要があります。従来の経験的手法ではうまく処理できない次の特性がプログラムに含まれている場合、シミュレーションへの投資が最も効果的です。
- 成形限界マージンが狭く、材料特性のばらつきが欠陥リスクに重大な影響を与える先進的な高張力鋼またはアルミニウム合金材料
- 2.0:1を超える絞り比をターゲットとした深絞りダイス、特に材料の薄化限界が厳密に指定されているEVバッテリーケースや構造中空コンポーネント向け
- しわや表面のたわみ欠陥が美観上許容できず、試用中に一時的であっても許容できない、クラス A の表面要件を持つボディ パネル
- 開発スケジュールが圧縮されており、物理的なトライアウトの繰り返しが許容できないスケジュール上のリスクとなるプログラム
- より安定した堅牢な成形プロセスによる生産効率の向上に比べて、シミュレーション投資の償却コストが無視できる量産金型
シミュレーションに最適化された自動車用スタンピング金型の開発を実装するために必要な投資には、ソフトウェア ライセンス、正確なシミュレーション材料カードを設定するための材料特性評価テスト、シミュレーション結果を解釈して実用的な金型設計の決定に変換するために必要なエンジニアリング スキルの開発が含まれます。これらのコストは現実のものですが、物理的なトライアウト時間の短縮、生産開始時のスクラップ率の低下、自動車プログラム開発において最も高価な介入の一部である後期段階の金型修正の排除によって、一貫して回収できます。従来のボディパネルとEV特有の軽量コンポーネントの両方の金型を生産する施設にとって、シミュレーション機能は将来の願望ではなく、現在の競争要件です。

前の投稿
マイクロスタンピングと標準電子部品の主な違いは何ですか?
次の投稿
先進的な高強度鋼は自動車プレス部品の製造をどのように変えるのでしょうか?
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
