-

自動車モーターハウジングプレス部品
自動車モーターハウジングプレス部品は、自動車モーターを固定・保護するための中核部品であり、高精...
-
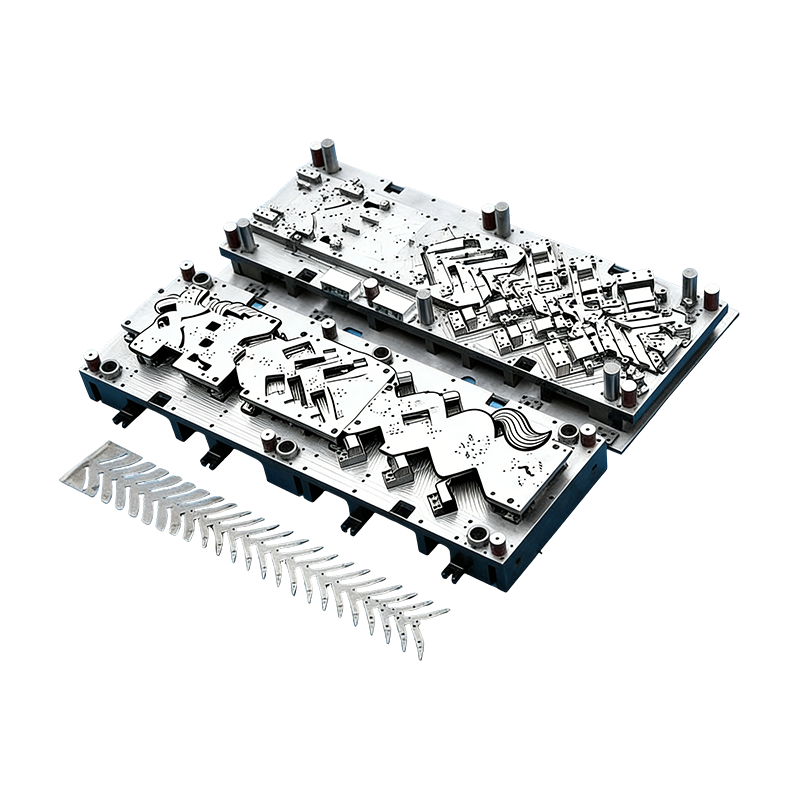
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
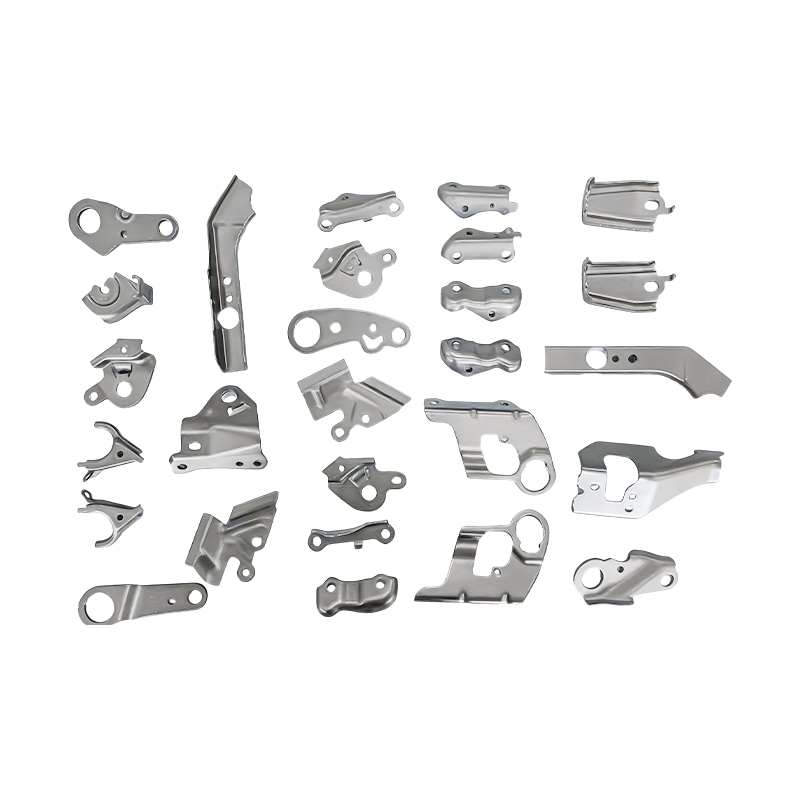
小型自動車部品順送金型プレス部品
当社の小型自動車部品順送金型プレス部品は、自動車補助システム向けに調整された精密設計コンポーネ...
-
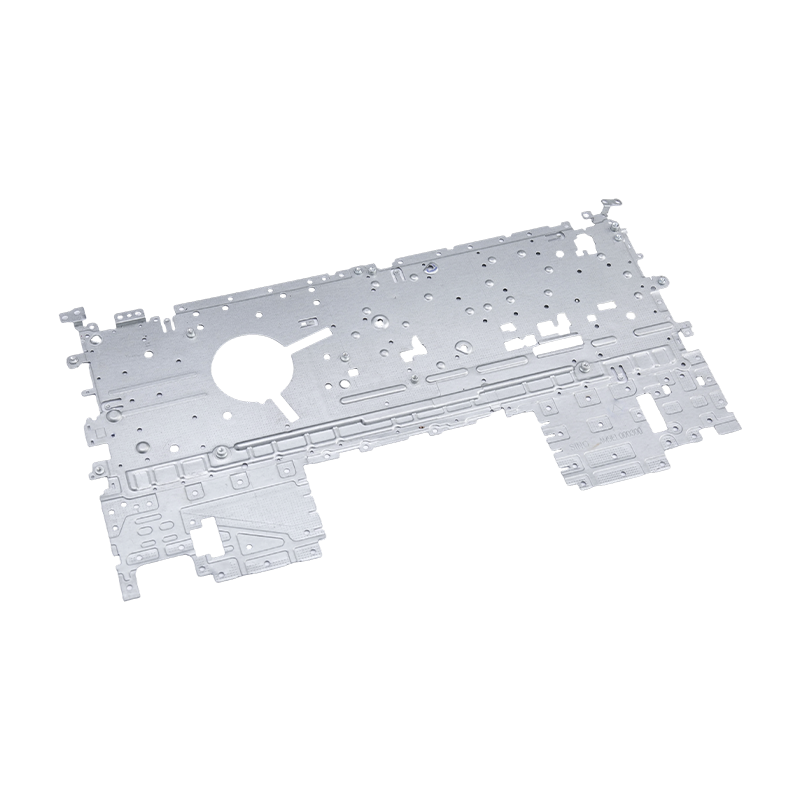
ノートパソコンのプレス部品
当社のラップトップ スタンピング部品は、ラップトップのシャーシ、ブラケット、内部構造アセンブリ...
-
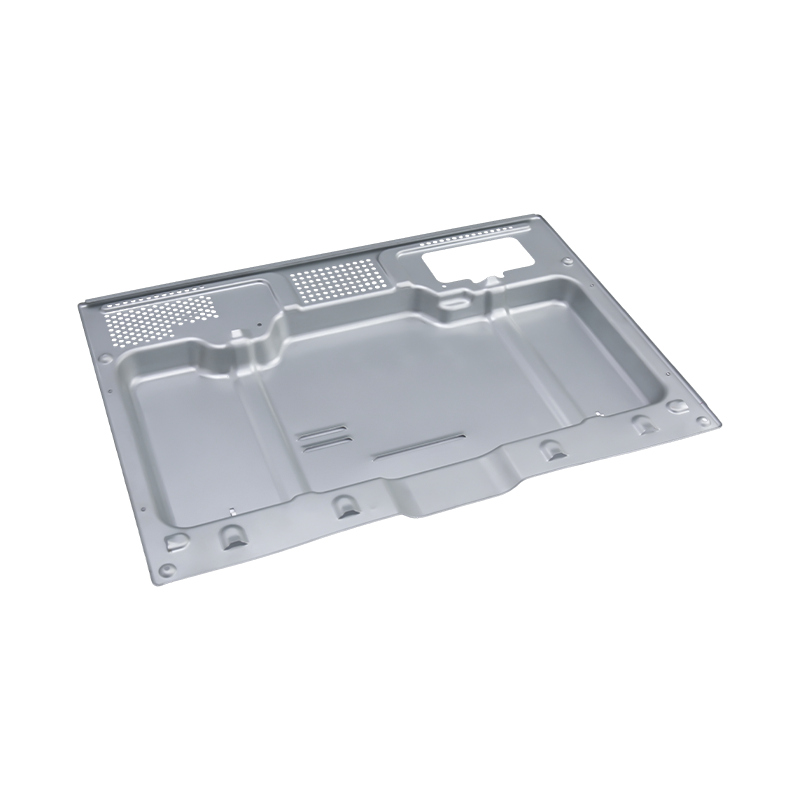
ハイエンドオーブンスタンピング部品
当社のハイエンド オーブン スタンピング部品は、高級家庭用および業務用オーブン向けに精密に製造...
-
ハイエンド大型コンピュータプレス部品
当社のハイエンド大型コンピュータ スタンピング部品は、サーバー シャーシ、メインフレーム フレ...
先進的な高強度鋼は自動車プレス部品の製造をどのように変えるのでしょうか?
2026-02-25
AHSSグレードは実際にどのような用途に使用されているのか 自動車プレス部品
先進的な高強度鋼は単一の材料ではなく、強度と延性の組み合わせを達成するために特定の微細構造メカニズムを使用してそれぞれ設計された異なる合金システムのファミリーです。自動車用プレス部品のどの用途にどのグレードが使用されるかを理解することは、これらの材料が製造プロセスを根本的に変える理由を理解するための出発点となります。最も広く導入されている AHSS ファミリである二相 (DP) 鋼は、マルテンサイト島が分散したフェライト マトリックスで構成されており、DP600、DP780、DP980 などのグレードに、B ピラー、フロア クロスメンバー、ルーフ レールなどの構造部材に適した高い初期加工硬化率と優れた伸びの組み合わせを与えます。変態誘起塑性 (TRIP) 鋼は、成形中に徐々にマルテンサイトに変態する準安定残留オーステナイトを使用しており、並外れたエネルギー吸収を提供するため、縦方向のレールやバンパー補強材などの衝突に重要なコンポーネントに適しています。マルテンサイト鋼 (MS1300、MS1500) は、最大の強度が優先され、成形性要件が控えめな場合に使用されます。ロッカー パネルの補強材やドアのイントルージョン ビームが典型的な用途です。ホットプレス成形 (HPF) 鋼、特に AlSi コーティングを施した 22MnB5 は、オーステナイト化された後、冷却された金型内で成形と焼入れが同時に行われ、A ピラーインナーやトンネル補強材などの部品には冷間成形プロセスでは匹敵できない 1,500 MPa を超える成形直後の引張強度が得られます。
特定の自動車用プレス部品にどのグレードを使用するかは、車両の安全構造における部品の位置、必要な衝突エネルギー管理動作、および形状の成形の厳しさによって決まります。フロント レールのように、制御された折り曲げによってエネルギーを段階的に吸収する必要があるコンポーネントは、DP または TRIP 鋼の高い加工硬化率の恩恵を受けますが、B ピラーのように、剛性を維持し、荷重がかかっても侵入に耐える必要があるコンポーネントは、ホットプレス成形部品の極度の強度によってより適切に機能する可能性があります。この用途固有のグレード選択は、単一の白色車体に 5 つまたは 6 つの異なる AHSS グレードを組み込むことができ、それぞれが異なる工具やプレス条件で加工されることを意味します。
AHSS 自動車スタンピング部品におけるスプリングバックの程度と補償
スプリングバックは、AHSS が自動車スタンピング部品の製造に導入する最も重大な製造上の課題であり、これらの材料におけるスプリングバックの深刻さは、軟鋼や従来の高強度低合金 (HSLA) グレードで経験されるものよりも大幅に大きくなります。基本的な原因は、AHSS の高い降伏対引張比特性です。たとえば、DP980 の降伏強さは約 700 ~ 900 MPa、引張強さは 980 MPa で、降伏比は 0.71 ~ 0.92 となります。軟鋼 DC04 の降伏比は約 0.45 です。スプリングバックの大きさは降伏強さと弾性率の比に比例し(鋼のヤング率はグレードに関係なく約 210 GPa)、AHSS は同じ弾性率の軟鋼よりも降伏強さが 2 ~ 4 倍高いため、金型を開いた後に回復する弾性ひずみは比例して 2 ~ 4 倍大きくなります。 DP980 で形成された 90° チャネル セクションでは、補償前の側壁での角度スプリングバックが 10° ~ 16° であるのが一般的ですが、同等の軟鋼部品では 2° ~ 4° です。
AHSS 自動車スタンピング部品に実際に使用される補正戦略は、軟鋼に十分な単純な幾何学的オーバーベンドよりも複雑です。通常は、次の 3 つのアプローチが組み合わされます。
- FEA に基づいた幾何学的補正: 特定の AHSS グレードの校正済み材料カードを使用した成形シミュレーション ソフトウェア (AutoForm、Dynaform、または PAM-STAMP) により、部品表面全体のスプリングバック分布を予測します。次に、予測されたスプリングバック量によって金型の形状が逆方向にモーフィングされ、これは金型補正と呼ばれるプロセスであり、工具を開いた後に部品が公称形状に戻るようにします。複雑な自動車構造部品の場合、このプロセスでは通常、金型の形状が正しい補正された形状に収束するまでに、シミュレーション、補正、トライアウトのサイクルが 2 回または 3 回必要になります。
- フォーム後の再ストライク: 専用のリストライク ステーションは、成形品の最もスプリングバックが起こりやすい領域 (通常はチャネル セクションの側壁とフランジ) にコイニングまたはアイロン仕上げの荷重を加え、追加の弾性ひずみを塑性ひずみに変換し、回復可能なスプリングバックを低減します。 DP980 の再打撃力は、軟鋼の同じ形状の成形力の 150 ~ 200% に達する可能性があり、プレストン数の選択に直接影響します。
- 描画ビード形状の最適化: ドロー ビードの拘束力を増加させると、材料がビード上を流れるときに降伏点を超えて材料が伸び、成形の終了時に材料がより高い張力状態になります。ダイ開口部の張力が高くなると、応力回復の差が少なくなり、予測可能で均一なスプリングバックが発生するため、幾何学的に補正しやすくなります。 AHSS の場合、ドロー ビードの高さと半径は軟鋼の場合よりも積極的に調整されるため、その結果生じるブランク ホルダー力の増加をプレス能力計画で考慮する必要があります。
AHSS が金型の摩耗を加速させ、工具要件を変える仕組み
AHSS を塑性変形させるために必要な成形力は、同じ厚さの軟鋼の成形力よりも 2 ~ 4 倍大きく、その高い力は接触圧力として金型表面に直接伝わります。その結果、特に絞り半径、結合剤の表面、刃先での研磨金型の摩耗が大幅に加速し、メンテナンス間隔が短縮され、生産される部品あたりの総工具コストが上昇します。自動車用軟鋼スタンピング部品を製造する金型は、200,000 ~ 300,000 ストローク後に再研磨される場合があります。 DP780 を形成する同じダイ形状でも、より高い接触圧力に合わせてダイの材質と表面処理がアップグレードされていない場合、80,000 ~ 120,000 ストローク後に再研磨が必要になる場合があります。
AHSS 自動車スタンピング部品の金型材料と表面処理戦略は、いくつかの特定の点で軟鋼の慣行とは異なります。以下の比較は、一般的に適用される主なアップグレードをまとめたものです。
| ダイコンポーネント | マイルドスチールの実践 | AHSS の実践 |
| 絞り金型材料 | ダクタイル鋳鉄(GGG70L) | D2/SKD11 または DC53 工具鋼 |
| ドローラジアス表面処理 | クロムメッキまたは火炎硬化 | TiAlN または TiCN PVD コーティング (2,800 ~ 3,200 HV) |
| パンチ素材の切断 | SKD11 58 ~ 60 HRC | DC53 または PM 工具鋼、60 ~ 63 HRC |
| バインダー表面処理 | なしまたは窒化処理 | 窒化PVDトップコート、または溶射サーメット |
| 再研磨間隔 | 200,000~300,000ストローク | 100,000 ~ 200,000 ストローク (アップグレードされた材料を使用) |
かじり(加工材料のダイ表面への接着転写)は、亜鉛メッキ AHSS を形成する際に特に有害な故障モードです。亜鉛メッキ DP または TRIP 鋼上の亜鉛コーティングは、AHSS 成形の高い接触圧力下で金型表面に容易に転写され、蓄積された亜鉛の蓄積により後続の部品に傷がつきます。 DLC (ダイヤモンドライクカーボン) コーティングは、亜鉛メッキ AHSS に対して最高の耐かじり性能を示しています。これは、DLC の極めて低い表面エネルギーが亜鉛の付着を阻害するためです。ただし、DLC の温度安定性には限界がある (劣化は 300°C を超えると始まります) ため、製造中に金型表面温度をこのしきい値未満に保つために適切な潤滑を確保することで管理する必要があります。
AHSS 自動車スタンピング部品のプレス選択とトン数要件
AHSS 自動車スタンピング部品に必要な成形力は、プレスの選択に直接的かつ重大な影響を与えます。所定の周囲カットに対するブランキング力は、材料の極限引張強度に比例します。つまり、DP980 のブランキングには、同じ厚さと周囲でのブランキング DC04 の約 2.5 倍のトン数が必要です。大型の自動車構造部品 (B ピラー アウターやフロア縦方向レール) の場合、DP980 のブランキング力だけでも 800 ~ 1,200 トンに達する可能性があり、ピーク定格での動作を回避するために追加の能力マージンを組み込んだ 1,500 ~ 2,500 トンの範囲のプレスが必要になります。 AHSS を使用してプレスを定格トン数の 90% で一貫して稼働させると、プレス フレームの疲労、接続ボルトの摩耗、クランクシャフト ベアリングの摩耗が、軟鋼生産に合わせて調整されたメンテナンス スケジュールでは予期しない速度で加速します。
サーボ プレス技術は、従来のフライホイール駆動の偏心プレスと比較して、AHSS 自動車スタンピング部品に重要な利点をもたらしました。固定された正弦曲線に従うのではなく、任意のラム動作プロファイルをプログラムできる機能により、サーボ プレスは、AHSS スプリングバックが成形速度に最も敏感な成形ゾーンを通過するラムを減速させることができ、寸法の一貫性が向上します。また、プレスを下死点でプログラム可能な時間滞留させることができます。これにより、滞留なしで形成された同等の部品と比較して、AHSS のスプリングバックが 15 ~ 25% 減少することが示されています。これは、持続的な圧力により、金型が開く前に形成された形状のさらなる応力緩和が可能になるためです。
ホットプレス成形: 最高強度の自動車スタンピング部品を製造する別のプロセス
ホットプレス成形 (HPF) は、プレス硬化またはホットスタンピングとも呼ばれ、最高強度の自動車スタンピング部品、つまり 1,000 MPa を超える引張強度を必要とする部品の根本的に異なる製造アプローチを表しますが、冷間成形では壊滅的なスプリングバックや破壊を伴うことなく達成することはできません。ダイレクト HPF プロセスでは、22MnB5 ボロン鋼のブランクを約 900 ~ 950°C (オーステナイト化温度以上) に加熱し、水冷金型に移して軟質オーステナイト状態で成形し、その後、閉じた金型内で 27°C/秒を超える制御された冷却速度で急冷し、引張強さ完成品で 1,500 ~ 1,600 MPa。
自動車プレス部品製造インフラへの影響は大きい。 HPF では、ブランクを目標のオーステナイト化温度の±10°C 以内に均一に加熱できるローラーハース炉、過剰な温度低下を防ぐために高温のブランクを炉からプレスまで 7 秒以内で移動させる搬送システム、部品表面全体で必要な焼入れ速度を均一に達成する精密に設計された冷却チャネルレイアウトを備えた水冷金型、および成形直後に開くのではなく急冷サイクル中 (通常は 10 ~ 20 秒) に金型閉鎖圧力を維持するプレス制御が必要です。このインフラストラクチャへの投資は、同等の部品サイズの従来の冷間スタンピング ラインよりも桁違いに高額ですが、侵入が重要な場所で最新の車両の安全構造に必要な 1,500 MPa の引張強度の部品を確実に製造できる唯一のプロセスです。
AHSS および HPF への移行を進めている自動車スタンピング部品のメーカーにとって、重要な運用上の現実は、材料の知識、シミュレーション能力、工具への投資、およびプレス技術がすべて一緒に進歩する必要があるということです。 1 つの要素を単独でアップグレードすると、たとえば、金型の材料やプレストン数をアップグレードせずに AHSS に切り替えると、金型の寿命、部品の品質、生産の安定性において常に残念な結果が生じます。 AHSS 自動車スタンピング部品の製造を習得したメーカーは、材料の選択、成形シミュレーション、金型設計、表面処理、プレス プログラミングを、一連の独立した決定ではなく、統合されたエンジニアリング システムとして扱います。

前の投稿
従来の自動車用スタンピング金型とシミュレーションに最適化された自動車用スタンピング金型の違いは何ですか?
次の投稿
なぜ電子スタンピングダイには家電製品のスタンピングダイよりも厳しい公差が必要なのでしょうか?
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
