-
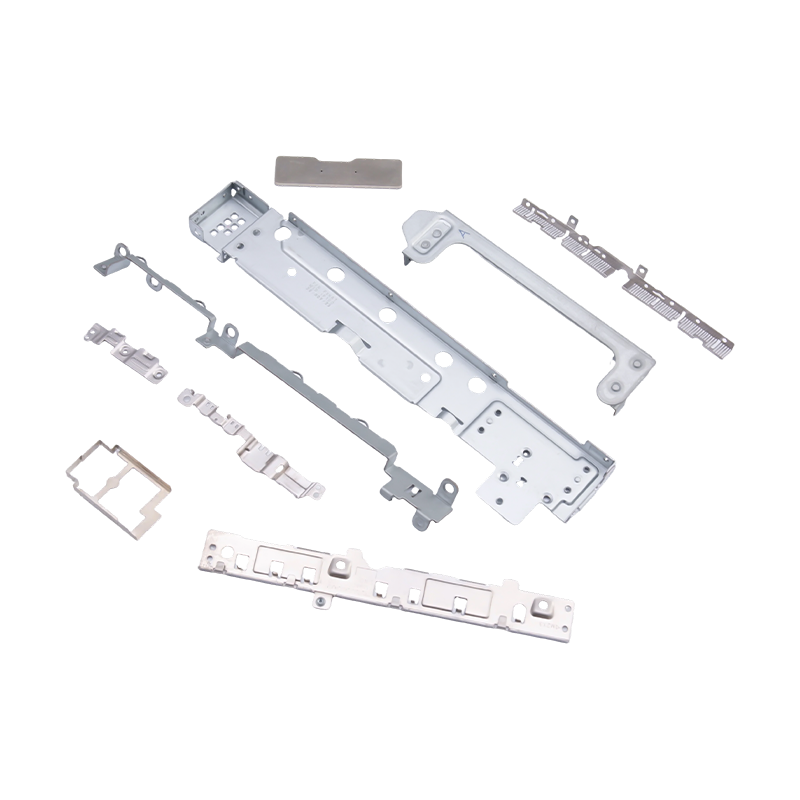
ノートパソコンや携帯電話用の小型プレス部品
現代のポータブル電子機器に不可欠な内部コンポーネントとして、ラップトップや携帯電話用の小さなプ...
-
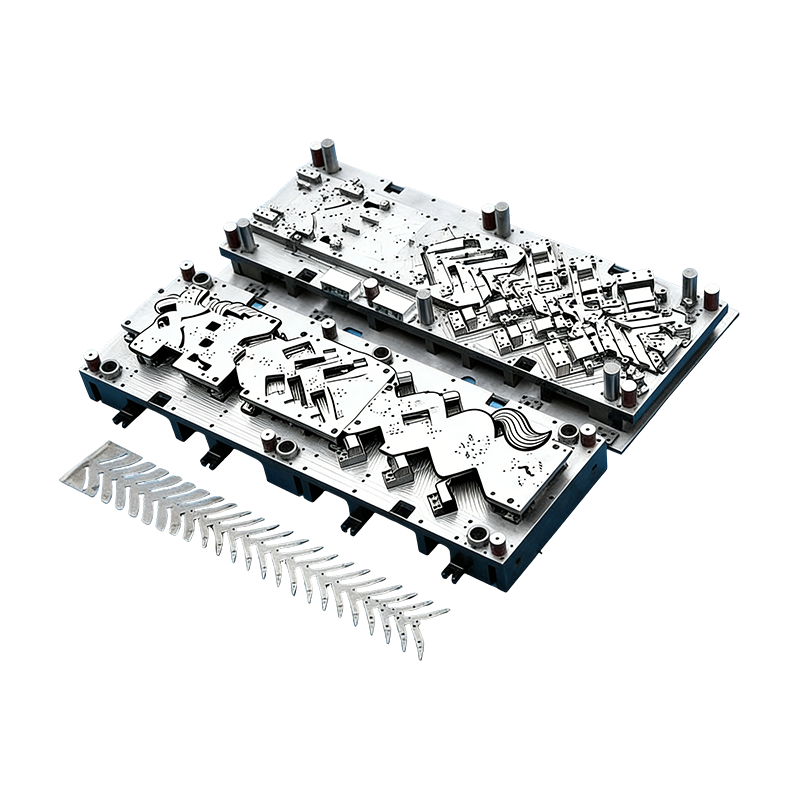
自動車部品用順送金型
この自動車モーター ハウジング用の連続金型は、自動車モーター ハウジングおよび小型自動車部品の...
-
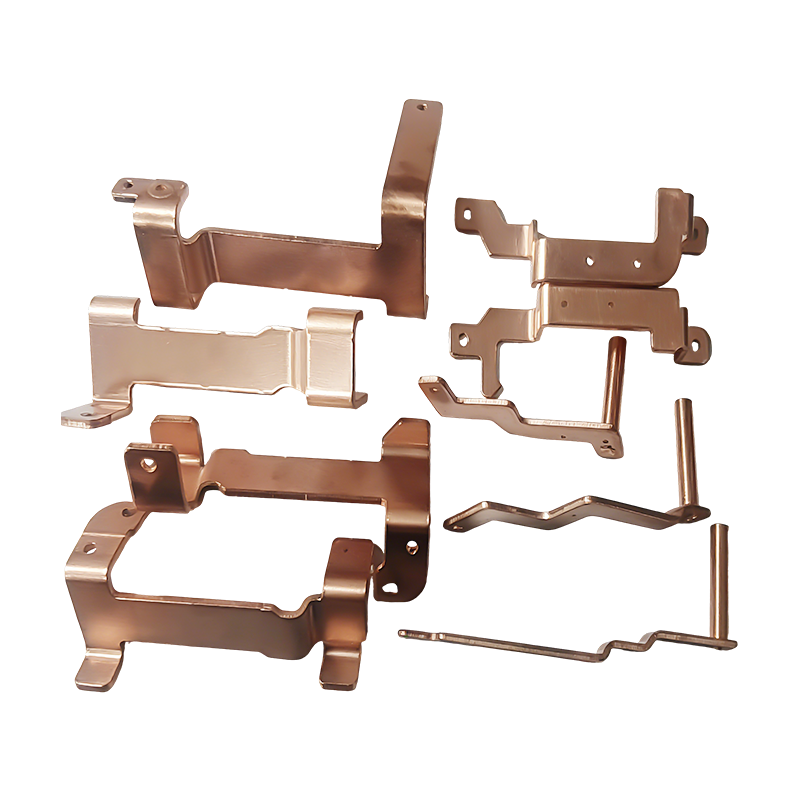
新エネルギー車用銅バスバープレス部品
新エネルギー車用銅バスバープレス部品は、電気自動車の高電圧送電用に設計されたコア導電部品です。...
-
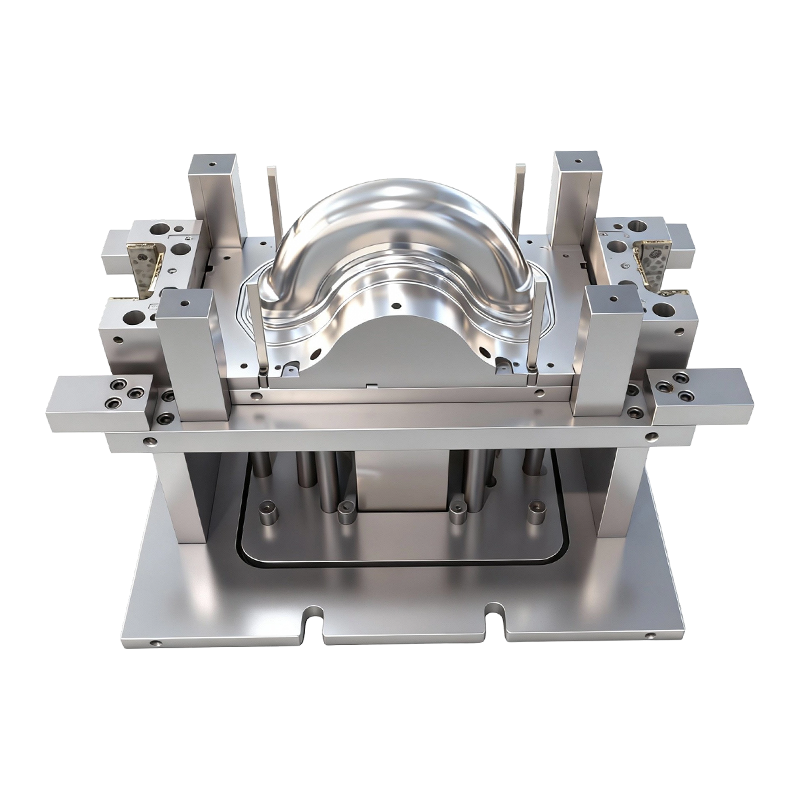
電動二輪車前後輪用深絞り金型
この電動二輪車前輪・後輪用深絞り金型は、電動二輪車の金属製前輪・後輪を製造するための専用工具で...
-
大型コンピュータマシンベース用自動リベット金型
この大型コンピューターマシンベース用の自動リベット金型は、ロボットアームとシームレスに統合され...
-
ノートパソコンのプレス部品
当社のラップトップ スタンピング部品は、ラップトップのシャーシ、ブラケット、内部構造アセンブリ...
EVおよび蓄電池エンクロージャー用バッテリーカバープレス部品
2026-06-16
現場で故障するバッテリ パックは、セルが原因で故障することはほとんどありません。多くの場合、根本的な原因は、密閉されていないカバー、位置が合っていないフランジ、または振動によって取り付けボスに亀裂が入ったことです。バッテリー カバーのスタンピング部品は、あらゆる EV、産業用、およびエネルギー貯蔵バッテリー システムの構造的および環境防御の最前線であり、パック電圧とエネルギー密度が上昇するにつれて、満たさなければならない許容基準は大幅に厳しくなっています。
この記事では、生産準備が整ったバッテリー カバー スタンピング部品を定義する材料、プロセス、寸法要件、カスタマイズ オプション、およびサプライヤーを認定する際に確認すべき内容について説明します。

電池カバーのプレス部品の実際の役割
バッテリーエンクロージャのカバーには 3 つの作業が同時に行われます。構造的には、車両の組み立て、道路の振動、熱サイクルなどの機械的負荷の下でも、変形したりその下のセルに応力を伝えたりすることなく、その形状を維持する必要があります。環境面では、IP67 または IP68 の密閉性を達成および維持する必要があります。これは、継続的な浸漬下でも粉塵の侵入や水の侵入がないことを意味します。機能的には、バッテリー ケース、高電圧コネクタ、およびパック設計に統合された冷却チャネルと正確に接続する必要があります。
機械加工や鋳造による代替部品ではなく、単一のプレス部品で 3 つの要件をすべて満たすことが、深絞りスタンピングを大量のバッテリー生産に推奨するプロセスにしています。スタンピングによる納品 一貫した寸法と厳しい公差 (±0.01mm – ±0.05mm) 鋳造や機械加工では実現できない生産速度で、大規模に運営される OEM サプライ チェーンにとって部品あたりのコストを十分に低く抑えます。
材質の選択: 冷間圧延鋼、アルミニウム合金、またはステンレス鋼
基材の材質の選択により、耐食性、重量、成形性、溶接性、コストなど、カバーが達成できるあらゆる性能基準の上限が決まります。 3 つの材料ファミリーがバッテリー カバーの用途を支配しています。
冷間圧延鋼材 高い引張強度と優れた成形性を低原料コストで実現します。これは、重量が二の次であり、構造的剛性が主な要件である産業用バッテリー エンクロージャおよびエネルギー貯蔵システムの標準的な選択肢です。耐食性の目標を満たすために、スタンプ後の表面処理 (亜鉛メッキ、電子コーティング、または粉体塗装) が通常適用されます。
アルミニウム合金、特に 3003 および 5052 グレード、 は、パックの重量が車両の航続距離に直接影響する EV バッテリー カバーの主要な素材です。合金 3003 は優れた成形性と適度な強度を備えているため、浅絞りのカバー形状に適しています。合金 5052 は、より高い強度と優れた耐食性を提供するため、結露、冷却液、または道路の飛沫にさらされるカバーに適しています。どちらのグレードもきれいな深絞り加工が可能で、追加の保護のために陽極酸化処理または化成コーティングを受け入れます。
ステンレス鋼 は、追加の表面処理を行わずに固有の耐食性を必要とする用途、つまり湿気の多い環境での定置型エネルギー貯蔵システム、船舶用バッテリーパック、または製品寿命を通じてコーティングの密着性が保証できない用途向けに指定されています。加工硬化率が高いため、スプリングバックを防止し、成形後の寸法安定性を維持するために慎重に設計された工具が必要です。
深絞りおよび高度なスタンピングプロセス
ほとんどのバッテリー カバーは単純な平らなブランクではありません。これらには、凹型のシーリング チャネル、隆起したフランジ、統合されたボス、および多段階の順送またはトランスファー ダイ スタンピング シーケンスを必要とする複雑な輪郭が組み込まれています。深絞り加工(パンチとダイスを使用して金属の平らなシートを引っ張って三次元形状にする)が中心的な作業ですが、完成した部品は通常、プレス機から出る前に、トリミング、ピアッシング、コイニング、フランジ加工のための追加のステーションを通過します。
各ステーションのプロセス制御は、完成した部品が公差を満たしているかどうかを決定します。ブランクホルダーの圧力により材料の流れが制御され、しわが防止されます。圧力が不十分だとフランジが座屈し、圧力が過剰になると絞り半径で裂けが発生します。潤滑管理が表面状態に影響を与える — Ra≤ 0.8μmの滑らかな表面仕上げ 工具の形状と潤滑剤の膜厚が正しく一致している場合、アルミニウムおよびスチールの基板上でこれを達成できます。
バリの許容差がゼロであることは、バッテリー カバーにとって交渉の余地のない要件です。シール溝のバリによりガスケット接触面が遮断され、漏れ経路が形成されます。内部エッジのバリがセルスタック内に移動する可能性があります。大量生産において一貫してバリのないエッジを実現するには、工具のクリアランスを厳密に維持する必要があります(通常、スチールの場合は材料の厚さの 5 ~ 8%、アルミニウムの場合はわずかに広い)。また、生産量に合わせて調整された定期的な金型検査間隔が必要です。
シール性能: IP67 および IP68 要件
IP67 では、エンクロージャが浸入することなく、最大 1 メートルの水に 30 分間浸漬しても耐えられることが要求されます。 IP68 は、メーカーとエンドユーザーの間で合意された深さでの連続浸漬までこれを拡張します。ただし、EV OEM はより厳しい条件を指定することがよくありますが、自動車用途では通常 1.5m で 30 分間です。
打ち抜きカバーでこれらの評価を達成できるかどうかは、シール フランジの平坦度、ガスケットと接触する溝またはビードの表面仕上げ、シールを圧縮するボルト穴パターンの寸法の一貫性という 3 つの要素によって決まります。長期間のシール作業中にフランジの平面度が 0.1 mm でもずれると、圧力下で水が侵入する隙間が生じるのに十分です。これが、シーリング フィーチャの寸法公差が構造的フィーチャよりも厳しく保たれる理由です。通常、溝の深さとシーリング ビードの幅は ±0.01 mm です。
私たちの 自動車およびEVバッテリーの精密プレス部品 生産工具が完成する前に、ガスケットサプライヤーの仕様に照らして検証されたシール溝の形状で製造されており、公称寸法設計と公称寸法工具の不一致から生じる圧縮永久歪みや漏れ経路のリスクが排除されます。
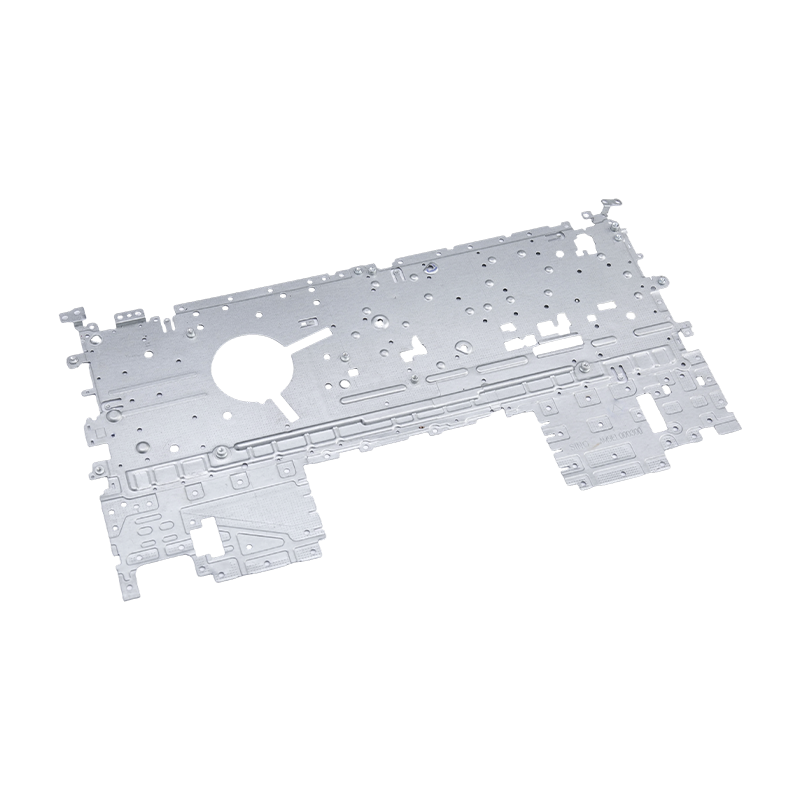
私たちの Battery Cover Stamping Parts: Specification Overview
私たちの battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
この部品は滑らかな表面仕上げ (Ra ≤ 0.8μm) を特徴としており、バリ耐性がなく、変形がなく、IP67/IP68 の密閉性を達成しながら、バッテリーコアを埃、湿気、外部衝撃から効果的に保護します。これらはバッテリー ケースとのシームレスな統合をサポートしており、高電圧コネクタや冷却インターフェイスの備えなど、特定の設置ニーズに基づいて統合された取り付けボス、シール溝、穴、フランジ、または曲げ構造でカスタマイズできます。
優れた構造安定性と耐食性を備えたこれらのEVバッテリープレス部品は、バッテリーシステム全体の安全性と耐久性を向上させます。に適しています。 大量生産 (50万~1,000万部品/年) 、IATF 16949 品質認証に裏付けられた、バッテリー OEM およびメーカーへの費用対効果と信頼性の高い供給を保証します。
カスタマイズ: ボス、溝、フランジ、機能インターフェイス
カバーの形状が同一のバッテリー パック設計は 2 つありません。 EV プラットフォームはセル形式 (円筒形、角形、パウチ)、モジュール配置、熱管理アーキテクチャ、コネクタの位置が異なり、それぞれのバリエーションが機能の異なる組み合わせとしてカバーの設計に反映されます。
最も一般的なカスタマイズ要件は 5 つのカテゴリに分類されます。 取付ボス — ネジ穴または隙間穴のある盛り上がったパッド — カバーをバッテリーハウジングに配置し、クランプ荷重をシール界面から分散させます。 シール溝 幅、深さ、半径がガスケットまたは O リングの仕様と一致している必要があり、製造範囲全体にわたって指定された圧縮率を保証するのに十分な公差が必要です。 カットアウトとピアスホール コネクタ、通気口、センサーは、ハウジング上のカバーの嵌合部分と同じ精度で、シール周囲に対して位置決めする必要があります。 フランジおよび曲げ構造 剛性を追加したり、アセンブリ位置決め機能を作成したり、隣接するモジュールの接続点を形成したりできます。 冷却インターフェース — カバーを液体冷却回路に接続する凹部または貫通形状 — は、冷却マニホールドへの漏れのない接続を確保するために、特に綿密な寸法管理を必要とします。
これらの機能はすべて、深絞りおよび順送スタンピングプロセス内で実現可能です。重要な前提条件は、工具が公称寸法ではなく、製造公差を最初から念頭に置いて設計されていることです。3D モデル上では幾何学的に正確でも、プロセス能力のマージンがなく公称値に合わせて工具が加工されているフィーチャーは、プロセス条件がドリフトした瞬間に不合格品を生成してしまうからです。
私たちの 自動車および電気自動車の深絞り金型設計機能 すべてのカスタム機能が最初の金型試作から生産の安定性を考慮して設計され、プロトタイプの承認から量産開始までの反復サイクルが短縮されるようにします。
量産能力と品質保証
バッテリー OEM および Tier 1 サプライヤーは、サンプル検査に合格した部品以上のものを必要としています。彼らは提供できるサプライチェーンを必要としています。 年間50万~1000万以上の部品 一貫した品質、予測可能なリードタイム、顧客の監査と規制への提出をサポートするために必要なデータを生成する品質管理システムを備えています。
IATF 16949 認証は、自動車サプライ チェーンの基本品質基準です。統計的プロセス管理、測定システム分析、生産部品の承認プロセスを導入し、文書化することが義務付けられています。これは、サプライヤーの立ち上げ時だけでなく、生産工程全体を通じて継続的に行われます。これは、特にバッテリー カバーのスタンピングの場合、シール機能、フランジの平坦度、穴の位置などの重要な寸法が、生産ロットごとに定義されたサンプリング計画に基づいて測定され、結果の傾向が分析され、管理限界に対してレビューされることを意味します。
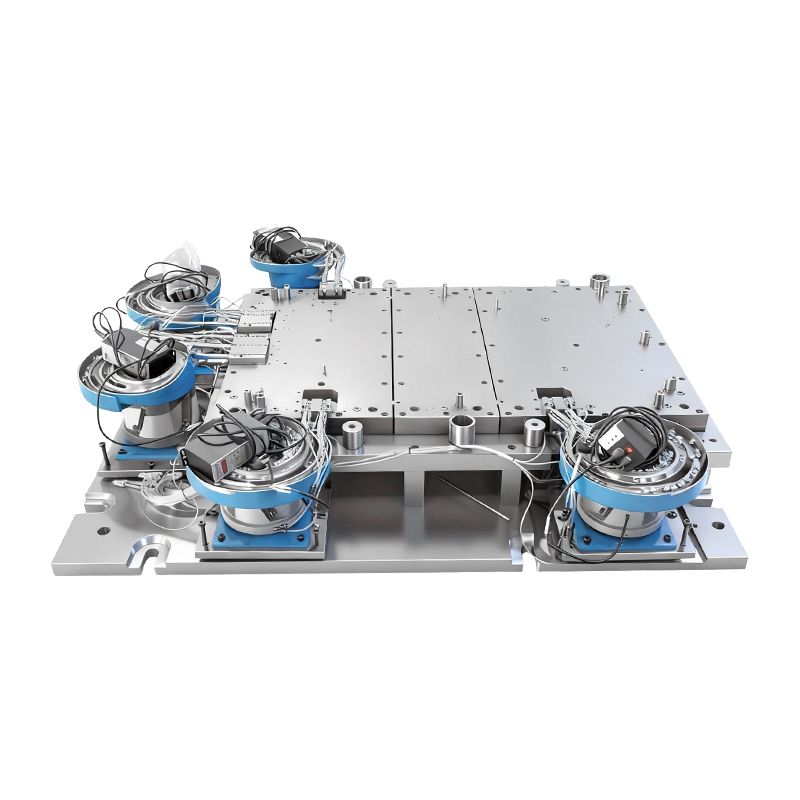
年間数十万部品を超える生産量では、一貫性を維持するためにプレスの自動化が不可欠になります。サーボプレス技術により、ストロークの各段階で力と位置を制御し、固定速度の機械プレスではできない方法で材料の厚さの変動や金型の摩耗を補償できます。私たちの プレス自動化装置 プレス制御、インダイセンシング、部品検査を統合し、オペレータの介入を増やすことなく、長時間の生産工程にわたって寸法安定性を維持します。
受入材料証明書、初品検査レポート、寸法測定レポート、および表面仕上げ検証は、すべての製造オーダーの標準文書として提供され、購買チームと品質チームが顧客との約束をサポートするために必要なトレーサビリティ記録を得ることができます。
バッテリー カバー スタンピング サプライヤーの認定: 確認すべき事項
バッテリー カバーのスタンピング部品のサプライヤー認定プロセスは、サンプル レビューを超えたものである必要があります。これらは、サプライヤーが許容できるサンプルを生産するだけでなく、大量の品質を維持できるかどうかを決定する領域です。
工具の所有権とメンテナンス プログラム。 生産ツールの所有者と金型のメンテナンス間隔を確認します。印刷機の稼働時間を最大化するためにメンテナンスを遅らせるサプライヤーは、最終的には警告なしに許容範囲外の部品を生産することになります。
シール機能の測定機能。 シール溝とフランジの平坦度測定に関するゲージ R&R データを入手してください。許容範囲に対して 10% を超える変動がある測定システムでは、適合部品と不適合部品を確実に区別できません。
材料のトレーサビリティ。 バッテリーグレードのアルミニウムとスチールは工場証明書まで追跡できる必要があります。 IATF 認定のサプライ チェーンの場合、これは必須です。自動車以外の用途では、材料が指定された合金と焼き戻しを満たしていることを確認する唯一の方法です。
プロトタイプから製品への移行プロセス。 文書化された APQP (高度な製品品質計画) プロセスを持つサプライヤーは、生産ツールを切断する前に潜在的なプロセス障害を特定します。これにより、図面からは見えてもエスカレーションされなかった製造設計の問題によって引き起こされる立ち上げ遅延のリスクが軽減されます。
プレスパートナーを評価するバッテリー OEM およびメーカー向けに、 カスタムスタンピングの開発および認定サービス は、最初の DFM レビューから PPAP 提出、そして定常状態の運用に至るまで、まさにこれらの要件を中心に構成されています。
前の投稿
プレス金型用高硬度合金鋼
次の投稿
家電製品用金属プレス部品: 材料、精密およびカスタム ソリューション
私たちの 製品。
OEM メーカーとのビジネスをここから始めましょう!
世界中の顧客に完全なターンキーソリューションを提供
を通して
イノベーション!



著作権 © 蘇州Shuangqisi金型設備有限公司 すべての著作権は留保されています。 カスタムスタンピングダイ 金属スタンピング金型メーカー
